Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
370 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
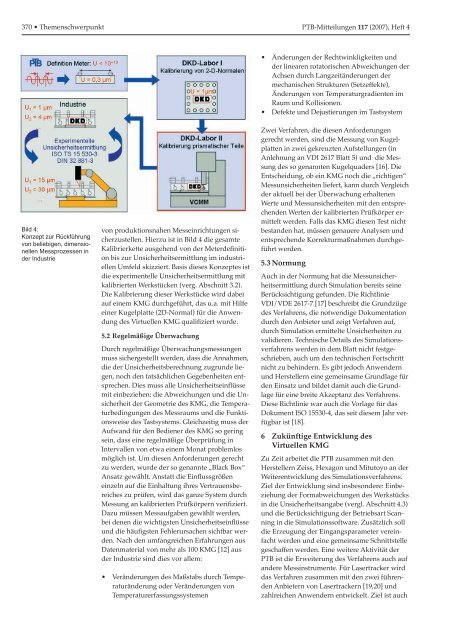
Bild 4:<br />
Konzept zur Rückführung<br />
von beliebigen, dimensionellen<br />
Messprozessen in<br />
<strong>der</strong> Industrie<br />
von produktionsnahen Messeinrichtungen sicherzustellen.<br />
Hierzu ist in Bild 4 die gesamte<br />
Kalibrierkette ausgehend von <strong>der</strong> Meterdefinition<br />
bis zur Unsicherheitsermittlung im industriellen<br />
Umfeld skizziert. Basis dieses Konzeptes ist<br />
die experimentelle Unsicherheitsermittlung mit<br />
kalibrierten Werkstücken (verg. Abschnitt 3.2).<br />
Die Kalibrierung dieser Werkstücke wird dabei<br />
auf einem KMG durchgeführt, das u.a. mit Hilfe<br />
einer Kugelplatte (2D-Normal) für die Anwendung<br />
des Virtuellen KMG qualifiziert wurde.<br />
5.2 Regelmäßige Überwachung<br />
Durch regelmäßige Überwachungsmessungen<br />
muss sichergestellt werden, dass die Annahmen,<br />
die <strong>der</strong> Unsicherheitsberechnung zugrunde liegen,<br />
noch den tatsächlichen Gegebenheiten entsprechen.<br />
Dies muss alle Unsicherheitseinflüsse<br />
mit einbeziehen: die Abweichungen und die Unsicherheit<br />
<strong>der</strong> Geometrie des KMG, die Temperaturbedingungen<br />
des Messraums und die Funktionsweise<br />
des Tastsystems. Gleichzeitig muss <strong>der</strong><br />
Aufwand für den Bediener des KMG so gering<br />
sein, dass eine regelmäßige Überprüfung in<br />
Intervallen von etwa einem Monat problemlos<br />
möglich ist. Um diesen Anfor<strong>der</strong>ungen gerecht<br />
zu werden, wurde <strong>der</strong> so genannte „Black Box“<br />
Ansatz gewählt. Anstatt die Einflussgrößen<br />
einzeln auf die Einhaltung ihres Vertrauensbereiches<br />
zu prüfen, wird das ganze System durch<br />
Messung an kalibrierten Prüfkörpern verifiziert.<br />
Dazu müssen Messaufgaben gewählt werden,<br />
bei denen die wichtigsten Unsicherheitseinflüsse<br />
und die häufigsten Fehlerursachen sichtbar werden.<br />
Nach den umfangreichen Erfahrungen aus<br />
Datenmaterial von mehr <strong>als</strong> 100 KMG [12] aus<br />
<strong>der</strong> Industrie sind dies vor allem:<br />
• Verän<strong>der</strong>ungen des Maßstabs durch Tempe-<br />
raturän<strong>der</strong>ung o<strong>der</strong> Verän<strong>der</strong>ungen von<br />
Temperaturerfassungssystemen<br />
• Än<strong>der</strong>ungen <strong>der</strong> Rechtwinkligkeiten und<br />
<strong>der</strong> linearen rotatorischen Abweichungen <strong>der</strong><br />
Achsen durch Langzeitän<strong>der</strong>ungen <strong>der</strong><br />
mechanischen Strukturen (Setzeffekte),<br />
Än<strong>der</strong>ungen von Temperaturgradienten im<br />
Raum und Kollisionen.<br />
• Defekte und Dejustierungen im Tastsystem<br />
Zwei Verfahren, die diesen Anfor<strong>der</strong>ungen<br />
gerecht werden, sind die Messung von Kugelplatten<br />
in zwei gekreuzten Aufstellungen (in<br />
Anlehnung an VDI 2617 Blatt 5) und die Messung<br />
des so genannten Kugelqua<strong>der</strong>s [16]. Die<br />
Entscheidung, ob ein KMG noch die „richtigen“<br />
Messunsicherheiten liefert, kann durch Vergleich<br />
<strong>der</strong> aktuell bei <strong>der</strong> Überwachung erhaltenen<br />
Werte und Messunsicherheiten mit den entsprechenden<br />
Werten <strong>der</strong> kalibrierten Prüfkörper ermittelt<br />
werden. Falls das KMG diesen Test nicht<br />
bestanden hat, müssen genauere Analysen und<br />
entsprechende Korrekturmaßnahmen durchgeführt<br />
werden.<br />
5.3 Normung<br />
Auch in <strong>der</strong> Normung hat die Messunsicherheitsermittlung<br />
durch Simulation bereits seine<br />
Berücksichtigung gefunden. Die Richtlinie<br />
VDI/VDE 2617-7 [17] beschreibt die Grundzüge<br />
des Verfahrens, die notwendige Dokumentation<br />
durch den Anbieter und zeigt Verfahren auf,<br />
durch Simulation ermittelte Unsicherheiten zu<br />
validieren. Technische Details des Simulationsverfahrens<br />
werden in dem Blatt nicht festgeschrieben,<br />
auch um den technischen Fortschritt<br />
nicht zu behin<strong>der</strong>n. Es gibt jedoch Anwen<strong>der</strong>n<br />
und Herstellern eine gemeinsame Grundlage für<br />
den Einsatz und bildet damit auch die Grundlage<br />
für eine breite Akzeptanz des Verfahrens.<br />
Diese Richtlinie war auch die Vorlage für das<br />
Dokument ISO 15530-4, das seit diesem Jahr verfügbar<br />
ist [18].<br />
6 Zukünftige Entwicklung des<br />
Virtuellen KMG<br />
Zu Zeit arbeitet die <strong>PTB</strong> zusammen mit den<br />
Herstellern Zeiss, Hexagon und Mitutoyo an <strong>der</strong><br />
Weiterentwicklung des Simulationsverfahrens.<br />
Ziel <strong>der</strong> Entwicklung sind insbeson<strong>der</strong>e: Einbeziehung<br />
<strong>der</strong> Formabweichungen des Werkstücks<br />
in die Unsicherheitsangabe (vergl. Abschnitt 4.3)<br />
und die Berücksichtigung <strong>der</strong> Betriebsart Scanning<br />
in die Simulationssoftware. Zusätzlich soll<br />
die Erzeugung <strong>der</strong> Eingangsparameter vereinfacht<br />
werden und eine gemeinsame Schnittstelle<br />
geschaffen werden. Eine weitere Aktivität <strong>der</strong><br />
<strong>PTB</strong> ist die Erweiterung des Verfahrens auch auf<br />
an<strong>der</strong>e Messinstrumente. Für Lasertracker wird<br />
das Verfahren zusammen mit den zwei führenden<br />
Anbietern von Lasertrackern [19,20] und<br />
zahlreichen Anwen<strong>der</strong>n entwickelt. Ziel ist auch