Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
414 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
Bild 8:<br />
Messergebnisse<br />
einer Evolventenprofil-<br />
messung<br />
Tabelle 2:<br />
Interpretation <strong>der</strong> Messergebnisse<br />
aus Bild 9 in<br />
Kenntnis <strong>der</strong> Mess-<br />
unsicherheit<br />
5 Ermittlung <strong>der</strong> Messunsicherheit durch<br />
Simulation<br />
Ein vollständiges Messergebnis besteht aus einem<br />
angezeigten Wert des Messgerätes und <strong>der</strong><br />
Angabe einer Messunsicherheit. Die Angabe <strong>der</strong><br />
Messunsicherheit ist dabei ein unverzichtbares<br />
Merkmal für die Qualität einer Messung. Ihre<br />
Kenntnis führt zur Leistungssteigerung innerhalb<br />
<strong>der</strong> Industrieunternehmen, da technische<br />
Prozesse und wirtschaftliche Entscheidungen<br />
zuverlässiger getroffen werden können. Dies<br />
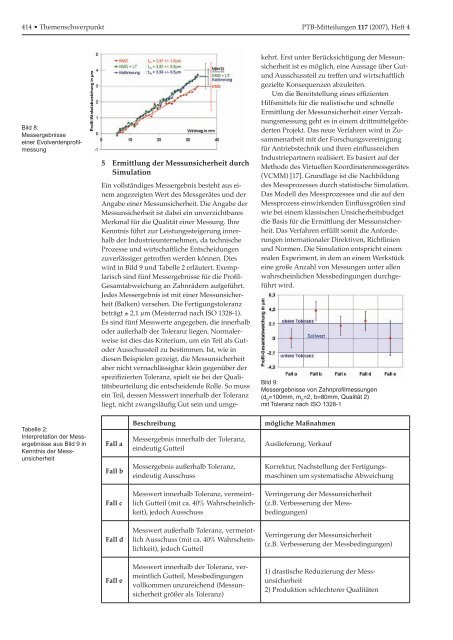
wird in Bild 9 und Tabelle 2 erläutert. Exemplarisch<br />
sind fünf Messergebnisse für die Profil-<br />
Gesamtabweichung an Zahnrä<strong>der</strong>n aufgeführt.<br />
Jedes Messergebnis ist mit einer Messunsicherheit<br />
(Balken) versehen. Die Fertigungstoleranz<br />
beträgt ± 2,1 µm (Meisterrad nach ISO 1328-1).<br />
Es sind fünf Messwerte angegeben, die innerhalb<br />
o<strong>der</strong> außerhalb <strong>der</strong> Toleranz liegen. Normalerweise<br />
ist dies das Kriterium, um ein Teil <strong>als</strong> Gut-<br />
o<strong>der</strong> Ausschussteil zu bestimmen. Ist, wie in<br />
diesen Beispielen gezeigt, die Messunsicherheit<br />
aber nicht vernachlässigbar klein gegenüber <strong>der</strong><br />
spezifizierten Toleranz, spielt sie bei <strong>der</strong> Qualitätsbeurteilung<br />
die entscheidende Rolle. So muss<br />
ein Teil, dessen Messwert innerhalb <strong>der</strong> Toleranz<br />
liegt, nicht zwangsläufig Gut sein und umge-<br />
Fall a<br />
Fall b<br />
Fall c<br />
Fall d<br />
Fall e<br />
Beschreibung mögliche Maßnahmen<br />
Messergebnis innerhalb <strong>der</strong> Toleranz,<br />
eindeutig Gutteil<br />
Messergebnis außerhalb Toleranz,<br />
eindeutig Ausschuss<br />
Messwert innerhalb Toleranz, vermeintlich<br />
Gutteil (mit ca. 40% Wahrscheinlichkeit),<br />
jedoch Ausschuss<br />
Messwert außerhalb Toleranz, vermeintlich<br />
Ausschuss (mit ca. 40% Wahrscheinlichkeit),<br />
jedoch Gutteil<br />
Messwert innerhalb <strong>der</strong> Toleranz, vermeintlich<br />
Gutteil, Messbedingungen<br />
vollkommen unzureichend (Messunsicherheit<br />
größer <strong>als</strong> Toleranz)<br />
kehrt. Erst unter Berücksichtigung <strong>der</strong> Messun-<br />
sicherheit ist es möglich, eine Aussage über Gut-<br />
und Ausschussteil zu treffen und wirtschaftlich<br />
gezielte Konsequenzen abzuleiten.<br />
Um die Bereitstellung eines effizienten<br />
Hilfsmittels für die realistische und schnelle<br />
Ermittlung <strong>der</strong> Messunsicherheit einer Verzahnungsmessung<br />
geht es in einem drittmittelgeför<strong>der</strong>ten<br />
Projekt. Das neue Verfahren wird in Zusammenarbeit<br />
mit <strong>der</strong> Forschungsvereinigung<br />
für Antriebstechnik und ihren einflussreichen<br />
Industriepartnern realisiert. Es basiert auf <strong>der</strong><br />
Methode des Virtuellen Koordinatenmessgerätes<br />
(VCMM) [17]. Grundlage ist die Nachbildung<br />
des Messprozesses durch statistische Simulation.<br />
Das Modell des Messprozesses und die auf den<br />
Messprozess einwirkenden Einflussgrößen sind<br />
wie bei einem klassischen Unsicherheitsbudget<br />
die Basis für die Ermittlung <strong>der</strong> Messunsicherheit.<br />
Das Verfahren erfüllt somit die Anfor<strong>der</strong>ungen<br />
internationaler Direktiven, Richtlinien<br />
und Normen. Die Simulation entspricht einem<br />
realen Experiment, in dem an einem Werkstück<br />
eine große Anzahl von Messungen unter allen<br />
wahrscheinlichen Messbedingungen durchgeführt<br />
wird.<br />
Bild 9:<br />
Messergebnisse von Zahnprofilmessungen<br />
(d 0 =100mm, m n =2, b=80mm, Qualität 2)<br />
mit Toleranz nach ISO 1328-1<br />
Auslieferung, Verkauf<br />
Korrektur, Nachstellung <strong>der</strong> Fertigungs-<br />
maschinen um systematische Abweichung<br />
Verringerung <strong>der</strong> Messunsicherheit<br />
(z.B. Verbesserung <strong>der</strong> Messbedingungen)<br />
Verringerung <strong>der</strong> Messunsicherheit<br />
(z.B. Verbesserung <strong>der</strong> Messbedingungen)<br />
1) drastische Reduzierung <strong>der</strong> Messunsicherheit<br />
2) Produktion schlechterer Qualitäten