Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
422 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
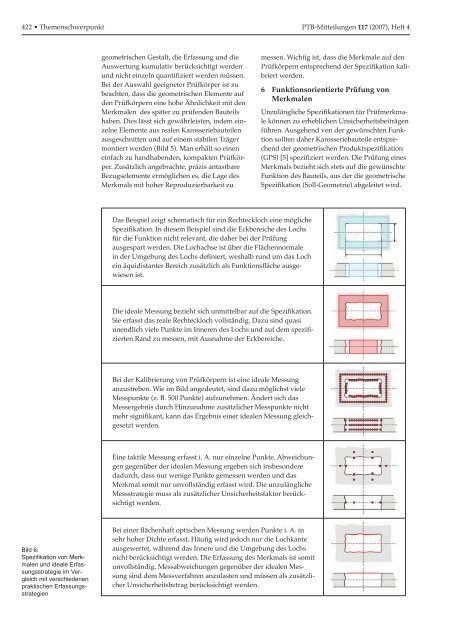
Bild 6:<br />
Spezifikation von Merkmalen<br />
und ideale Erfassungsstrategie<br />
im Vergleich<br />
mit verschiedenen<br />
praktischen Erfassungsstrategien<br />
geometrischen Gestalt, die Erfassung und die<br />
Auswertung kumulativ berücksichtigt werden<br />
und nicht einzeln quantifiziert werden müssen.<br />
Bei <strong>der</strong> Auswahl geeigneter Prüfkörper ist zu<br />
beachten, dass die geometrischen Elemente auf<br />
den Prüfkörpern eine hohe Ähnlichkeit mit den<br />
Merkmalen des später zu prüfenden Bauteils<br />
haben. Dies lässt sich gewährleisten, indem einzelne<br />
Elemente aus realen Karosseriebauteilen<br />
ausgeschnitten und auf einem stabilen Träger<br />
montiert werden (Bild 5). Man erhält so einen<br />
einfach zu handhabenden, kompakten Prüfkörper.<br />
Zusätzlich angebrachte, präzis antastbare<br />
Bezugselemente ermöglichen es, die Lage des<br />
Merkm<strong>als</strong> mit hoher Reproduzierbarkeit zu<br />
Das Beispiel zeigt schematisch für ein Rechteckloch eine mögliche<br />
Spezifikation. In diesem Beispiel sind die Eckbereiche des Lochs<br />
für die Funktion nicht relevant, die daher bei <strong>der</strong> Prüfung<br />
ausgespart werden. Die Lochachse ist über die Flächennormale<br />
in <strong>der</strong> Umgebung des Lochs definiert, weshalb rund um das Loch<br />
ein äquidistanter Bereich zusätzlich <strong>als</strong> Funktionsfläche ausgewiesen<br />
ist.<br />
Die ideale Messung bezieht sich unmittelbar auf die Spezifikation.<br />
Sie erfasst das reale Rechteckloch vollständig. Dazu sind quasi<br />
unendlich viele Punkte im Inneren des Lochs und auf dem spezifizierten<br />
Rand zu messen, mit Ausnahme <strong>der</strong> Eckbereiche.<br />
Bei <strong>der</strong> Kalibrierung von Prüfkörpern ist eine ideale Messung<br />
anzustreben. Wie im Bild angedeutet, sind dazu möglichst viele<br />
Messpunkte (z. B. 500 Punkte) aufzunehmen. Än<strong>der</strong>t sich das<br />
Messergebnis durch Hinzunahme zusätzlicher Messpunkte nicht<br />
mehr signifikant, kann das Ergebnis einer idealen Messung gleichgesetzt<br />
werden.<br />
Eine taktile Messung erfasst i. A. nur einzelne Punkte. Abweichungen<br />
gegenüber <strong>der</strong> idealen Messung ergeben sich insbeson<strong>der</strong>e<br />
dadurch, dass nur wenige Punkte gemessen werden und das<br />
Merkmal somit nur unvollständig erfasst wird. Die unzulängliche<br />
Messstrategie muss <strong>als</strong> zusätzlicher Unsicherheitsfaktor berücksichtigt<br />
werden.<br />
Bei einer flächenhaft optischen Messung werden Punkte i. A. in<br />
sehr hoher Dichte erfasst. Häufig wird jedoch nur die Lochkante<br />
ausgewertet, während das Innere und die Umgebung des Lochs<br />
nicht berücksichtigt werden. Die Erfassung des Merkm<strong>als</strong> ist somit<br />
unvollständig. Messabweichungen gegenüber <strong>der</strong> idealen Messung<br />
sind dem Messverfahren anzulasten und müssen <strong>als</strong> zusätzlicher<br />
Unsicherheitsbetrag berücksichtigt werden.<br />
messen. Wichtig ist, dass die Merkmale auf den<br />
Prüfkörpern entsprechend <strong>der</strong> Spezifikation kalibriert<br />
werden.<br />
6 Funktionsorientierte Prüfung von<br />
Merkmalen<br />
Unzulängliche Spezifikationen für Prüfmerkmale<br />
können zu erheblichen Unsicherheitsbeiträgen<br />
führen. Ausgehend von <strong>der</strong> gewünschten Funktion<br />
sollten daher Karosseriebauteile entsprechend<br />
<strong>der</strong> geometrischen Produktspezifikation<br />
(GPS) [5] spezifiziert werden. Die Prüfung eines<br />
Merkm<strong>als</strong> bezieht sich stets auf die gewünschte<br />
Funktion des Bauteils, aus <strong>der</strong> die geometrische<br />
Spezifikation (Soll-Geometrie) abgeleitet wird.