Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
418 • Themenschwerpunkt <strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4<br />
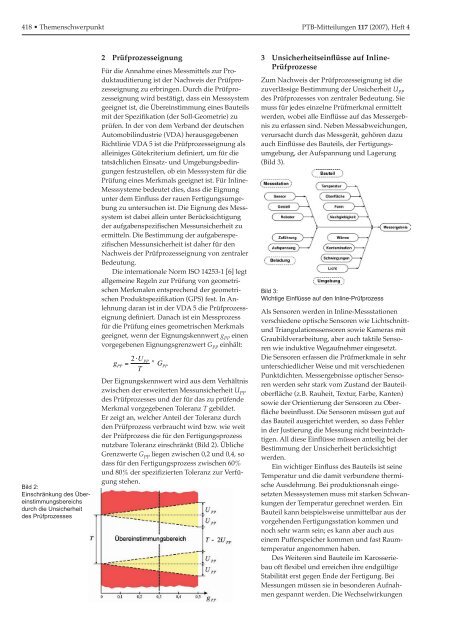
Bild 2:<br />
Einschränkung des Übereinstimmungsbereichs<br />
durch die Unsicherheit<br />
des Prüfprozesses<br />
2 Prüfprozesseignung<br />
Für die Annahme eines Messmittels zur Produktauditierung<br />
ist <strong>der</strong> Nachweis <strong>der</strong> Prüfprozesseignung<br />
zu erbringen. Durch die Prüfprozesseignung<br />
wird bestätigt, dass ein Messsystem<br />
geeignet ist, die Übereinstimmung eines Bauteils<br />
mit <strong>der</strong> Spezifikation (<strong>der</strong> Soll-Geometrie) zu<br />
prüfen. In <strong>der</strong> von dem Verband <strong>der</strong> deutschen<br />
Automobilindustrie (VDA) herausgegebenen<br />
Richtlinie VDA 5 ist die Prüfprozesseignung <strong>als</strong><br />
alleiniges Gütekriterium definiert, um für die<br />
tatsächlichen Einsatz- und Umgebungsbedingungen<br />
festzustellen, ob ein Messsystem für die<br />
Prüfung eines Merkm<strong>als</strong> geeignet ist. Für Inline-<br />
Messsysteme bedeutet dies, dass die Eignung<br />
unter dem Einfluss <strong>der</strong> rauen Fertigungsumgebung<br />
zu untersuchen ist. Die Eignung des Messsystem<br />
ist dabei allein unter Berücksichtigung<br />
<strong>der</strong> aufgabenspezifischen Messunsicherheit zu<br />
ermitteln. Die Bestimmung <strong>der</strong> aufgabenspezifischen<br />
Messunsicherheit ist daher für den<br />
Nachweis <strong>der</strong> Prüfprozesseignung von zentraler<br />
Bedeutung.<br />
Die internationale Norm ISO 14253-1 [6] legt<br />
allgemeine Regeln zur Prüfung von geometrischen<br />
Merkmalen entsprechend <strong>der</strong> geometrischen<br />
Produktspezifikation (GPS) fest. In Anlehnung<br />
daran ist in <strong>der</strong> VDA 5 die Prüfprozesseignung<br />
definiert. Danach ist ein Messprozess<br />
für die Prüfung eines geometrischen Merkm<strong>als</strong><br />
geeignet, wenn <strong>der</strong> Eignungskennwert g PP einen<br />
vorgegebenen Eignungsgrenzwert G PP einhält:<br />
g<br />
PP<br />
U<br />
=<br />
T<br />
⋅ 2<br />
PP<br />
ʺ G<br />
PP<br />
Der Eignungskennwert wird aus dem Verhältnis<br />
zwischen <strong>der</strong> erweiterten Messunsicherheit U PP<br />
des Prüfprozesses und <strong>der</strong> für das zu prüfende<br />
Merkmal vorgegebenen Toleranz T gebildet.<br />
Er zeigt an, welcher Anteil <strong>der</strong> Toleranz durch<br />
den Prüfprozess verbraucht wird bzw. wie weit<br />
<strong>der</strong> Prüfprozess die für den Fertigungsprozess<br />
nutzbare Toleranz einschränkt (Bild 2). Übliche<br />
Grenzwerte G PP liegen zwischen 0,2 und 0,4, so<br />
dass für den Fertigungsprozess zwischen 60%<br />
und 80% <strong>der</strong> spezifizierten Toleranz zur Verfügung<br />
stehen.<br />
3 Unsicherheitseinflüsse auf Inline-<br />
Prüfprozesse<br />
Zum Nachweis <strong>der</strong> Prüfprozesseignung ist die<br />
zuverlässige Bestimmung <strong>der</strong> Unsicherheit U PP<br />
des Prüfprozesses von zentraler Bedeutung. Sie<br />
muss für jedes einzelne Prüfmerkmal ermittelt<br />
werden, wobei alle Einflüsse auf das Messergebnis<br />
zu erfassen sind. Neben Messabweichungen,<br />
verursacht durch das Messgerät, gehören dazu<br />
auch Einflüsse des Bauteils, <strong>der</strong> Fertigungs-<br />
umgebung, <strong>der</strong> Aufspannung und Lagerung<br />
(Bild 3).<br />
Bild 3:<br />
Wichtige Einflüsse auf den Inline-Prüfprozess<br />
Als Sensoren werden in Inline-Messstationen<br />
verschiedene optische Sensoren wie Lichtschnitt-<br />
und Triangulationssensoren sowie Kameras mit<br />
Graubildverarbeitung, aber auch taktile Sensoren<br />
wie induktive Wegaufnehmer eingesetzt.<br />
Die Sensoren erfassen die Prüfmerkmale in sehr<br />
unterschiedlicher Weise und mit verschiedenen<br />
Punktdichten. Messergebnisse optischer Sensoren<br />
werden sehr stark vom Zustand <strong>der</strong> Bauteiloberfläche<br />
(z.B. Rauheit, Textur, Farbe, Kanten)<br />
sowie <strong>der</strong> Orientierung <strong>der</strong> Sensoren zu Oberfläche<br />
beeinflusst. Die Sensoren müssen gut auf<br />
das Bauteil ausgerichtet werden, so dass Fehler<br />
in <strong>der</strong> Justierung die Messung nicht beeinträchtigen.<br />
All diese Einflüsse müssen anteilig bei <strong>der</strong><br />
Bestimmung <strong>der</strong> Unsicherheit berücksichtigt<br />
werden.<br />
Ein wichtiger Einfluss des Bauteils ist seine<br />
Temperatur und die damit verbundene thermische<br />
Ausdehnung. Bei produktionsnah eingesetzten<br />
Messsystemen muss mit starken Schwankungen<br />
<strong>der</strong> Temperatur gerechnet werden. Ein<br />
Bauteil kann beispielsweise unmittelbar aus <strong>der</strong><br />
vorgehenden Fertigungsstation kommen und<br />
noch sehr warm sein; es kann aber auch aus<br />
einem Pufferspeicher kommen und fast Raumtemperatur<br />
angenommen haben.<br />
Des Weiteren sind Bauteile im Karosseriebau<br />
oft flexibel und erreichen ihre endgültige<br />
Stabilität erst gegen Ende <strong>der</strong> Fertigung. Bei<br />
Messungen müssen sie in beson<strong>der</strong>en Aufnahmen<br />
gespannt werden. Die Wechselwirkungen