Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4 Themenschwerpunkt • 413<br />
prinzipielle Vorgehen ist in Bild 6 dargestellt.<br />
Die Basis bilden die Testdaten. Diese sind in <strong>der</strong><br />
Regel synthetisch erzeugt. Hierdurch lassen sich<br />
bei <strong>der</strong> Generierung <strong>der</strong> Datensätze auch Wünsche<br />
<strong>der</strong> Industrie berücksichtigen. Die Testdaten<br />
werden anschließend von einer Referenzsoftware<br />
und von <strong>der</strong> Software <strong>der</strong> Messgerätehersteller<br />
ausgewertet. Der Test ist bestanden, wenn<br />
keines <strong>der</strong> Messergebnisse um mehr <strong>als</strong> 0.1 µm<br />
gegenüber dem Referenzwert abweicht.<br />
Seit 2005 sind insgesamt 7 Auswertemodule<br />
durch die <strong>PTB</strong> zertifiziert worden. Hierin sind<br />
alle maßgeblichen europäischen Messgerätehersteller,<br />
die Verzahnungsmesstechnik anbieten,<br />
enthalten. Die führenden Messgerätehersteller<br />
an<strong>der</strong>er Nationen, wie Japan o<strong>der</strong> den USA, streben<br />
eine Zertifizierung an.<br />
4.4 Normal-Messeinrichtung<br />
Der Einsatz von produktähnlichen Normalen<br />
setzt eine universelle und gleichzeitig ausreichend<br />
genaue Normal-Messeinrichtung für Verzahnungen<br />
voraus. In <strong>der</strong> <strong>PTB</strong> wurde eine solche<br />
Normal-Messeinrichtung entwickelt [14, 15].<br />
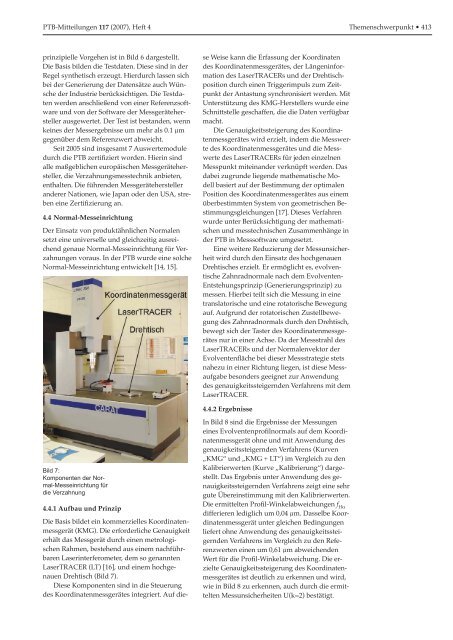
Bild 7:<br />
Komponenten <strong>der</strong> Normal-Messeinrichtung<br />
für<br />
die Verzahnung<br />
4.4.1 Aufbau und Prinzip<br />
Die Basis bildet ein kommerzielles Koordinatenmessgerät<br />
(KMG). Die erfor<strong>der</strong>liche Genauigkeit<br />
erhält das Messgerät durch einen metrologischen<br />
Rahmen, bestehend aus einem nachführbaren<br />
Laserinterferometer, dem so genannten<br />
LaserTRACER (LT) [16], und einem hochge-<br />
nauen Drehtisch (Bild 7).<br />
Diese Komponenten sind in die Steuerung<br />
des Koordinatenmessgerätes integriert. Auf die-<br />
se Weise kann die Erfassung <strong>der</strong> Koordinaten<br />
des Koordinatenmessgerätes, <strong>der</strong> Längeninformation<br />
des LaserTRACERs und <strong>der</strong> Drehtischposition<br />
durch einen Triggerimpuls zum Zeitpunkt<br />
<strong>der</strong> Antastung synchronisiert werden. Mit<br />
Unterstützung des KMG-Herstellers wurde eine<br />
Schnittstelle geschaffen, die die Daten verfügbar<br />
macht.<br />
Die Genauigkeitssteigerung des Koordinatenmessgerätes<br />
wird erzielt, indem die Messwerte<br />
des Koordinatenmessgerätes und die Messwerte<br />
des LaserTRACERs für jeden einzelnen<br />
Messpunkt miteinan<strong>der</strong> verknüpft werden. Das<br />
dabei zugrunde liegende mathematische Modell<br />
basiert auf <strong>der</strong> Bestimmung <strong>der</strong> optimalen<br />
Position des Koordinatenmessgerätes aus einem<br />
überbestimmten System von geometrischen Bestimmungsgleichungen<br />
[17]. Dieses Verfahren<br />
wurde unter Berücksichtigung <strong>der</strong> mathematischen<br />
und messtechnischen Zusammenhänge in<br />
<strong>der</strong> <strong>PTB</strong> in Messsoftware umgesetzt.<br />
Eine weitere Reduzierung <strong>der</strong> Messunsicherheit<br />
wird durch den Einsatz des hochgenauen<br />
Drehtisches erzielt. Er ermöglicht es, evolventische<br />
Zahnradnormale nach dem Evolventen-<br />
Entstehungsprinzip (Generierungsprinzip) zu<br />
messen. Hierbei teilt sich die Messung in eine<br />
translatorische und eine rotatorische Bewegung<br />
auf. Aufgrund <strong>der</strong> rotatorischen Zustellbewegung<br />
des Zahnradnorm<strong>als</strong> durch den Drehtisch,<br />
bewegt sich <strong>der</strong> Taster des Koordinatenmessgerätes<br />
nur in einer Achse. Da <strong>der</strong> Messstrahl des<br />
LaserTRACERs und <strong>der</strong> Normalenvektor <strong>der</strong><br />
Evolventenfläche bei dieser Messstrategie stets<br />
nahezu in einer Richtung liegen, ist diese Messaufgabe<br />
beson<strong>der</strong>s geeignet zur Anwendung<br />
des genauigkeitssteigernden Verfahrens mit dem<br />
LaserTRACER.<br />
4.4.2 Ergebnisse<br />
In Bild 8 sind die Ergebnisse <strong>der</strong> Messungen<br />
eines Evolventenprofilnorm<strong>als</strong> auf dem Koordinatenmessgerät<br />
ohne und mit Anwendung des<br />
genauigkeitssteigernden Verfahrens (Kurven<br />
„KMG“ und „KMG + LT“) im Vergleich zu den<br />
Kalibrierwerten (Kurve „Kalibrierung“) dargestellt.<br />
Das Ergebnis unter Anwendung des genauigkeitssteigernden<br />
Verfahrens zeigt eine sehr<br />
gute Übereinstimmung mit den Kalibrierwerten.<br />
Die ermittelten Profil-Winkelabweichungen f Hα<br />
differieren lediglich um 0,04 µm. Dasselbe Koordinatenmessgerät<br />
unter gleichen Bedingungen<br />
liefert ohne Anwendung des genauigkeitssteigernden<br />
Verfahrens im Vergleich zu den Referenzwerten<br />
einen um 0,61 µm abweichenden<br />
Wert für die Profil-Winkelabweichung. Die erzielte<br />
Genauigkeitssteigerung des Koordinatenmessgerätes<br />
ist deutlich zu erkennen und wird,<br />
wie in Bild 8 zu erkennen, auch durch die ermittelten<br />
Messunsicherheiten U(k=2) bestätigt.