Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB
Koordinatenmesstechnik als Schlüssel- technologie der - PTB

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>PTB</strong>-Mitteilungen 117 (2007), Heft 4 Themenschwerpunkt • 383<br />
2.4 Sensoren für die Messung großer Teile<br />
Optische 3D-Messsysteme für die Messung großer<br />
Teile können differenziert werden in Geräte,<br />
die auf räumlicher Winkelmessung (Triangulation),<br />
auf einer Kombination von Winkelmessung<br />
und Abstandsmessung (so genannte Polarmesssysteme)<br />
und auf reiner Abstandsmessung<br />
(Trilateration o<strong>der</strong> Multilateration) beruhen [14].<br />
Beispiele für Triangulationssysteme sind Theodolitmesssysteme,<br />
photogrammetrische Online-<br />
und Offline-Messsysteme zur Messung von<br />
Einzelpunkten o<strong>der</strong> bildgebende Messverfahren<br />
mit strukturierter Beleuchtung zur flächenhaften<br />
Erfassung von Oberflächen. Polare Messsysteme<br />
messen typischerweise von einem festen Bezugspunkt<br />
die räumliche Richtung und den Abstand<br />
zu einem Messpunkt. Beispiele für <strong>der</strong>artige Systeme<br />
sind <strong>der</strong> Lasertracker und <strong>der</strong> Laserscanner<br />
bzw. das Laserradar. Trilaterations- o<strong>der</strong> Multilaterationsverfahren<br />
nutzen wie das Global Positioning<br />
System GPS Entfernungsinformationen<br />
zur Positionsbestimmung. Es wird die Tatsache<br />
genutzt, dass im Raum ein Punkt eindeutig geometrisch<br />
festgelegt ist, wenn von drei bekannten<br />
Bezugspunkten die drei Distanzen zum Messpunkt<br />
gemessen werden. Mit höchster Genauigkeit<br />
lassen sich häufig jedoch nur Abstandsän<strong>der</strong>ungen<br />
ermitteln – z. B. interferometrisch –, so<br />
dass Messungen von einem vierten Bezugspunkt<br />
notwendig werden, um die relativen Längen gegeneinan<strong>der</strong><br />
abzugleichen.<br />
Bild 5:<br />
Optische 3D-Messsysteme für die Messung großer<br />
Teile. links: Photogrammetrische Anordnung [14],<br />
rechts: Mobiles Streifenprojektions-Messgerät [15]<br />
Typisch für all diese Messverfahren ist, dass sie<br />
skalierbar sind. Dies bedeutet, dass die Systeme<br />
häufig für unterschiedlich große Messvolumina<br />
adaptierbar sind. Sie können relativ einfach umgesetzt<br />
werden und dadurch auch Messobjekte<br />
erfassen, die größer sind <strong>als</strong> das eigentliche<br />
Messvolumen. Durch Umsetzung des Messsystems<br />
lassen sich auch jene Punkte messen, die allein<br />
von einem Standpunkt nicht erfasst werden<br />
können.<br />
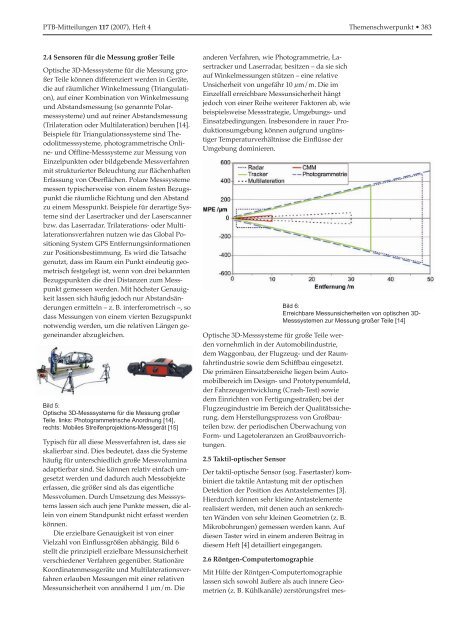
Die erzielbare Genauigkeit ist von einer<br />
Vielzahl von Einflussgrößen abhängig. Bild 6<br />
stellt die prinzipiell erzielbare Messunsicherheit<br />
verschiedener Verfahren gegenüber. Stationäre<br />
Koordinatenmessgeräte und Multilaterationsverfahren<br />
erlauben Messungen mit einer relativen<br />
Messunsicherheit von annähernd 1 µm/m. Die<br />
an<strong>der</strong>en Verfahren, wie Photogrammetrie, Lasertracker<br />
und Laserradar, besitzen – da sie sich<br />
auf Winkelmessungen stützen – eine relative<br />
Unsicherheit von ungefähr 10 µm/m. Die im<br />
Einzelfall erreichbare Messunsicherheit hängt<br />
jedoch von einer Reihe weiterer Faktoren ab, wie<br />
beispielsweise Messstrategie, Umgebungs- und<br />
Einsatzbedingungen. Insbeson<strong>der</strong>e in rauer Produktionsumgebung<br />
können aufgrund ungünstiger<br />
Temperaturverhältnisse die Einflüsse <strong>der</strong><br />
Umgebung dominieren.<br />
Bild 6:<br />
Erreichbare Messunsicherheiten von optischen 3D-<br />
Messsystemen zur Messung großer Teile [14]<br />
Optische 3D-Messsysteme für große Teile werden<br />
vornehmlich in <strong>der</strong> Automobilindustrie,<br />
dem Waggonbau, <strong>der</strong> Flugzeug- und <strong>der</strong> Raumfahrtindustrie<br />
sowie dem Schiffbau eingesetzt.<br />
Die primären Einsatzbereiche liegen beim Automobilbereich<br />
im Design- und Prototypenumfeld,<br />
<strong>der</strong> Fahrzeugentwicklung (Crash-Test) sowie<br />
dem Einrichten von Fertigungsstraßen; bei <strong>der</strong><br />
Flugzeugindustrie im Bereich <strong>der</strong> Qualitätssicherung,<br />
dem Herstellungsprozess von Großbauteilen<br />
bzw. <strong>der</strong> periodischen Überwachung von<br />
Form- und Lagetoleranzen an Großbauvorrichtungen.<br />
2.5 Taktil-optischer Sensor<br />
Der taktil-optische Sensor (sog. Fasertaster) kombiniert<br />
die taktile Antastung mit <strong>der</strong> optischen<br />
Detektion <strong>der</strong> Position des Antastelementes [3].<br />
Hierdurch können sehr kleine Antastelemente<br />
realisiert werden, mit denen auch an senkrechten<br />
Wänden von sehr kleinen Geometrien (z. B.<br />
Mikrobohrungen) gemessen werden kann. Auf<br />
diesen Taster wird in einem an<strong>der</strong>en Beitrag in<br />
diesem Heft [4] detailliert eingegangen.<br />
2.6 Röntgen-Computertomographie<br />
Mit Hilfe <strong>der</strong> Röntgen-Computertomographie<br />
lassen sich sowohl äußere <strong>als</strong> auch innere Geometrien<br />
(z. B. Kühlkanäle) zerstörungsfrei mes-