

antriebstechnik 9/2018
antriebstechnik 9/2018
antriebstechnik 9/2018
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
FLUIDTECHNIK<br />
Zur Beherrschung und Steuerung des thermo-elastischen Verhaltens<br />
von Werkzeugmaschinen bilden fluidtechnische Systeme, wie<br />
das Kühl- und das Kühlschmierstoffsystem, zentrale Stellelemente.<br />
Deshalb sind solche Systeme heutzutage bei spanenden Werkzeugmaschinen<br />
nicht mehr wegzudenken [2]. Sie sind dafür verantwortlich,<br />
die entstehende Wärme aus der Werkzeugmaschine<br />
abzuführen und somit ein konstantes Temperaturniveau zu gewährleisten.<br />
In vorhergehenden Arbeiten konnte nachgewiesen<br />
werden, dass der Anteil des Energieverbrauches aller fluidtechnischen<br />
Systeme (Hydraulik-, Schmier-, Kühl- und Kühlschmierstoffsystem)<br />
fast die Hälfte des Gesamtmaschinenverbrauches beträgt<br />
[3, 4]. Sie sind damit wesentliche Verbraucher elektrischer<br />
Energie und selbst bedeutende Wärmequellen innerhalb der<br />
Werkzeugmaschine. Frühere Studien wurden in [2, 5, 6, 7] durchgeführt,<br />
um den Energieverbrauch und die Energieverteilung an<br />
den Werkzeugmaschinen zu analysieren und zu bestimmen. Diese<br />
konzentrierten sich jedoch darauf, den Energieverbrauch durch<br />
Entwicklung effizienterer Komponenten und neuer Steuerungsstrategien,<br />
wie z. B. einer Abschaltsteuerung von Komponenten<br />
während der Wartezeiten, zu senken. Das thermische Verhalten<br />
der zu kühlenden Komponente des Kühlsystems und seine Effektivität<br />
wurden noch nicht im Detail erforscht. Daher ist eine detaillierte<br />
Analyse der bestehenden Kühlsystemstrukturen und ihres<br />
thermischen Verhaltens notwendig, um neben einer Steigerung<br />
der Energieeffizienz der Werkzeugmaschine auch eine gleichmäßige<br />
Temperaturverteilung zu gewährleisten.<br />
Das Ziel dieser Arbeit ist eine simulationsbasierte Studie über die<br />
neuen entwickelten Kühlsystemstrukturen vorzustellen. Zuerst<br />
werden experimentelle Untersuchungen zum thermischen Verhalten<br />
der Kühlsystemkomponenten einer Demonstrationsmaschine<br />
für zwei verschiedene Prozesse (Leerlauf- und Fertigungsprozess)<br />
durchgeführt. Auf dieser Basis erfolgt die Entwicklung und Validierung<br />
eines Simulationsmodells für die aktuelle Kühlsystemstruktur.<br />
Für experimentelle Untersuchungen steht das Bearbeitungszentrum<br />
DBF630 von Scharmann (Versuchsmaschine) am WZL der<br />
RWTH Aachen zur Verfügung. Die Untersuchung trägt dazu bei,<br />
Informationen über die Effizienz des Kühlsystems zu erhalten, d. h.<br />
wie die individuelle bedarfsgerechte Bereitstellung des Kühlmediums<br />
für jede Komponente abgestimmt ist. Dies bietet die Möglichkeit<br />
neue Optimierungsansätze abzuleiten, wie z. B. die Dezentralisierung<br />
der Systemstruktur.<br />
Zunächst geben wir einen Überblick über die Demonstratormaschine<br />
DBF630 mit besonderem Fokus auf das Kühlsystem sowie<br />
die Ist-Stand-Analyse des Kühlsystems für einen Leerlauf- und Fertigungsprozess.<br />
Dann wird der Modellierungsansatz für die Simulation<br />
gezeigt. Abschließend werden die Optimierungsansätze der<br />
neuen entwickelten Kühlsystemstrukturen diskutiert sowie deren<br />
Potenziale gegenüber der aktuellen Kühlsystemstruktur dargestellt.<br />
Demonstratormaschine und Ist-Stand-Analyse<br />
des Kühlsystems<br />
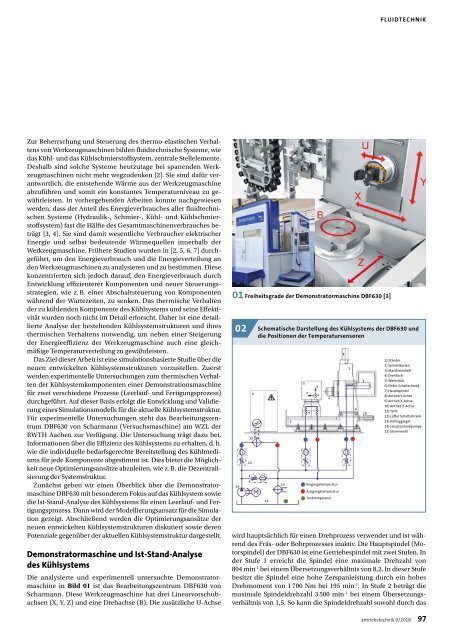
Die analysierte und experimentell untersuchte Demonstratormaschine<br />
in Bild 01 ist das Bearbeitungszentrum DBF630 von<br />
Scharmann. Diese Werkzeugmaschine hat drei Linearvorschubachsen<br />
(X, Y, Z) und eine Drehachse (B). Die zusätzliche U-Achse<br />
01 Freiheitsgrade der Demonstratormaschine DBF630 [3]<br />
02<br />
14<br />
6<br />
12<br />
15<br />
Schematische Darstellung des Kühlsystems der DBF630 und<br />
die Positionen der Temperatursensoren<br />
11<br />
3<br />
5<br />
z<br />
4<br />
13 Eingangstemperatur<br />
Ausgangstemperatur<br />
Tanktemperatur<br />
y<br />
x<br />
2<br />
8<br />
1<br />
9<br />
7<br />
10<br />
1) Ständer<br />
2) Spindelkasten<br />
3) Maschinenbett<br />
4) Drehtisch<br />
5) Werkstück<br />
6) Elektr. Schaltschrank<br />
7) Hauptspindel<br />
8) Antrieb Y-Achse<br />
9) Antrieb X-Achse<br />
10) Antrieb Z-Achse<br />
11) Tank<br />
12) Lüfter Schaltschrank<br />
13) Kühlaggregat<br />
14) Hauptantriebpumpe<br />
15) Stromventil<br />
wird hauptsächlich für einen Drehprozess verwendet und ist während<br />
des Fräs- oder Bohrprozesses inaktiv. Die Hauptspindel (Motorspindel)<br />
der DBF630 ist eine Getriebespindel mit zwei Stufen. In<br />
der Stufe 1 erreicht die Spindel eine maximale Drehzahl von<br />
804 min -1 bei einem Übersetzungsverhältnis von 8,2. In dieser Stufe<br />
besitzt die Spindel eine hohe Zerspanleistung durch ein hohes<br />
Drehmoment von 1 700 Nm bei 195 min -1 . In Stufe 2 beträgt die<br />
maximale Spindeldrehzahl 3 500 min -1 bei einem Übersetzungsverhältnis<br />
von 1,5. So kann die Spindeldrehzahl sowohl durch das<br />
<strong>antriebstechnik</strong> 9/<strong>2018</strong> 97














