- Page 1:
Proceedings e report 90
- Page 4 and 5:
ECOS 2012 : the 25 th International
- Page 7 and 8:
Advisory Committee (Track Organizer
- Page 10 and 11:
The 25 th ECOS Conference 1987-2012
- Page 12 and 13:
VOLUME VI CONTENT VI. 1 CARBON CAPT
- Page 14 and 15:
-----------------------------------
- Page 16 and 17:
» Personal transportation energy c
- Page 18 and 19:
» Excess enthalpies of second gene
- Page 20 and 21:
VOLUME IV IV . 1 - FLUID DYNAMICS A
- Page 22 and 23:
» Exergy analysis and genetic algo
- Page 24 and 25:
» Optimal lighting control strateg
- Page 26 and 27:
» Stability and limit cycles in an
- Page 28 and 29:
PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 30 and 31:
Fig. 2. The exergy destruction of M
- Page 32 and 33:
ineffectiveness of the catalyst, in
- Page 34 and 35:
[ P EXmth EX SNG] ESR F where EXm
- Page 36 and 37:
Fuel inputkW 728221 203771 237719 3
- Page 38 and 39:
Not only at desined Rc (the ratio o
- Page 40 and 41:
4. DISCUSSION The graphic exergy an
- Page 42 and 43:
Figure 9(a) illustrates the energy
- Page 44 and 45:
Engineering Technical Conferences &
- Page 46 and 47:
generally there are four kinds of m
- Page 48 and 49:
However, even under the off-design
- Page 50 and 51:
Fig. 3. 600MW supercritical coal-fi
- Page 52 and 53:
CO2 rich loading(molCO2/molMEA) 0.4
- Page 54 and 55:
Net efficiency (%) 40.28 30.29 26.4
- Page 56 and 57:
Fig. 11. Schematic diagram of heat
- Page 58 and 59:
28.67%. In addition, through heat i
- Page 60 and 61:
Applied Thermal Engineering 2010;30
- Page 62 and 63:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 64 and 65:
Fig. 1. Solution diagram of „four
- Page 66 and 67:
K ~ K 1 eK 1a p K 1a iK mK
- Page 68 and 69:
Oxygen recovery rate, % 105 95 85 7
- Page 70 and 71:
Calculated optimal compressor press
- Page 72 and 73:
PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 74 and 75:
The net amount of the flue gas leav
- Page 76 and 77:
Figure 3. Idea for lignite drying b
- Page 78 and 79:
Energy efficiency, % 34,00 33,00 32
- Page 80 and 81:
points efficiency increase related
- Page 82 and 83:
Figure A1b. Thermoflex flow sheet o
- Page 84 and 85: Figure A3a. Thermoflex flow sheet o
- Page 86 and 87: Figure A4. Thermoflex flow sheet of
- Page 88 and 89: Abstract: PROCEEDINGS OF ECOS 2012
- Page 90 and 91: 2.1. Life Cycle Assessment 2.1.1. G
- Page 92 and 93: these factors. A sensitivity analys
- Page 94 and 95: methane slip contributes to 13% of
- Page 96 and 97: As can be seen in Fig. 5 the impact
- Page 98 and 99: References [1] Eurobserv’er, The
- Page 100 and 101: PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 102 and 103: in which CO2 is separated from H2,
- Page 104 and 105: dimensions of water droplets and wa
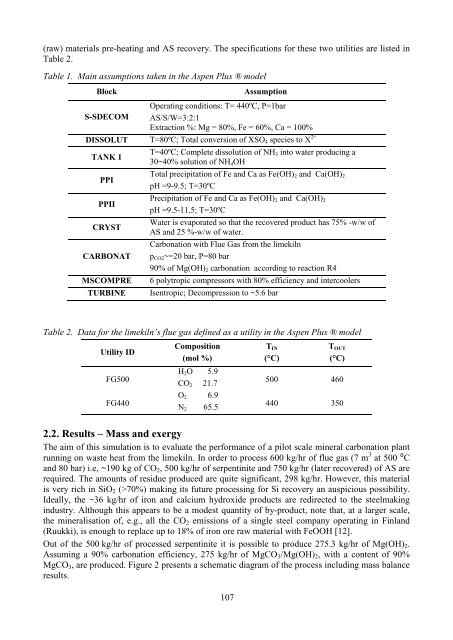
- Page 106 and 107: Temperature (°C) 8 7 6 5 4 3 2 1 0
- Page 108 and 109: 4. Conclusions In the present paper
- Page 110 and 111: Abstract: PROCEEDINGS OF ECOS 2012
- Page 112 and 113: penalty, but without separate captu
- Page 114 and 115: 0.5 - 0.7 kg/kg, resulting typicall
- Page 116 and 117: 3.3 - Utilising waste heat All exis
- Page 118 and 119: 4.5 - Suomusjärvi olivine deposits
- Page 120 and 121: material will change from a few % t
- Page 122 and 123: Fig. 5 Schematic diagram of the PFB
- Page 124 and 125: 8. Combined SO2 capture and CO2 min
- Page 126 and 127: Fig. 10 Carbonate- (left) and sulph
- Page 128 and 129: [13] Ekdahl, E., Idman, H. Statemen
- Page 130 and 131: Abstract: PROCEEDINGS OF ECOS 2012
- Page 132 and 133: HEAT Fig. 1. Scheme and main reacti
- Page 136 and 137: 750 kg (NH 4) 2SO 4 250 kg H 2O 550
- Page 138 and 139: Table 3. Summary of the process’
- Page 140 and 141: of six X elements from the diopside
- Page 142 and 143: [8] Confidential Report on Lime Pro
- Page 144 and 145: where the thermodynamic integration
- Page 146 and 147: conversion to elemental sulphur. Th
- Page 148 and 149: parameters within the boiler island
- Page 150 and 151: The calculated parameters in charac
- Page 152 and 153: Acknowledgments This work has been
- Page 154 and 155: (a) 127
- Page 156 and 157: Fig. A.3. Simulation model of CFB C
- Page 158 and 159: Flue Gas Stream number 255 37 20 10
- Page 160 and 161: PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 162 and 163: 2.2. Design Cases Aim of this resea
- Page 164 and 165: There are currently studies carried
- Page 166 and 167: Fig. 4. Gross efficiency of plants
- Page 168 and 169: Fig. 8. Percentage share of electri
- Page 170 and 171: Gross electric power kW 244619. 244
- Page 172 and 173: PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 174 and 175: The base case for the CO2 purificat
- Page 176 and 177: while it is compressed. The distill
- Page 178 and 179: Table 2. Comparison of the three CO
- Page 180 and 181: Figure 6a. Impact of CCE on PCU Fig
- Page 182 and 183: 3.2.4 Effect of the ATR operational
- Page 184 and 185:
[7] Romeo L. M., Bolea I., Lara Y.,
- Page 186 and 187:
2. Assessment of flow configuration
- Page 188 and 189:
3.3. AZEP 100 Fig. 2. AZEP 100 Top
- Page 190 and 191:
As the mass flow rate of "AIRREST"
- Page 192 and 193:
The discharge pressure of "LASTST"
- Page 194 and 195:
Acknowledgments The authors would l
- Page 196 and 197:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 198 and 199:
envisaged for operating the gasifie
- Page 200 and 201:
emission” scope of the cycle. Mic
- Page 202 and 203:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 204 and 205:
decomposed into CaO. The sample dwe
- Page 206 and 207:
Even if the dolomite shows a larger
- Page 208 and 209:
pore size distribution was observed
- Page 210 and 211:
CO2/N2), indeed, leads to some impr
- Page 212 and 213:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 214 and 215:
2 NaOH + CO2 Na2CO3+ H2O (2) The lo
- Page 216 and 217:
Concerning the regeneration step, s
- Page 218 and 219:
in the range from 700 to 1100 mbar.
- Page 220 and 221:
order to increase the competitivene
- Page 222 and 223:
[12] Van GervenT.,VanKeer, ArickxS.
- Page 224 and 225:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 226 and 227:
exhaust gas heater (PRS) and nitrog
- Page 228 and 229:
where: r - enthalpy of vaporization
- Page 230 and 231:
the case of the drying of the fuel
- Page 232 and 233:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 234 and 235:
2.2. Synthetic standards To test th
- Page 236 and 237:
a dilute hydrochloric acid solution
- Page 238 and 239:
change is significantly greater in
- Page 240 and 241:
The significant endothermic event o
- Page 242 and 243:
The results of the TCA analyses are
- Page 244 and 245:
[17] Lei Wanga, Yiying Jin, Yongfen
- Page 246 and 247:
of power and electricity on global
- Page 248 and 249:
also provided information on sizes
- Page 250 and 251:
Fig. 3. Process scheme for experime
- Page 252 and 253:
Fig. 5. Theoretical dependency of d
- Page 254 and 255:
temperature, this heat can in pract
- Page 256 and 257:
c in c c in out 100% However, a
- Page 258 and 259:
Abbreviations CCS Carbon Capture an
- Page 260 and 261:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 262 and 263:
an XRD analysis showing that a comb
- Page 264 and 265:
with only 8 design points was chose
- Page 266 and 267:
comparatively low R 2 . The results
- Page 268 and 269:
separated by filtration into a soli
- Page 270 and 271:
Figure 6. Mg(OH)2 carbonation flow
- Page 272 and 273:
2. ∆T of 10 o C was the set minim
- Page 274 and 275:
appears to be due to thermal decomp
- Page 276 and 277:
Mg-silicate Magnesium silicate mine
- Page 278 and 279:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 280 and 281:
Oxy type pulverized boiler structur
- Page 282 and 283:
GateCycle TM software. The built-in
- Page 284 and 285:
N el el, brutto (8) m1c Wdp The n
- Page 286 and 287:
Summary In this paper the air separ
- Page 288 and 289:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 290 and 291:
NOx emissions from cement kilns dep
- Page 292 and 293:
0.61x 58.86x 83.67x 4.4x 4.03x 1.97
- Page 294 and 295:
T L( x, ) f( x) g( x) (20) Thus,
- Page 296 and 297:
[3] Greer, W.L., SO2/NOx Control Co
- Page 298 and 299:
ways. It could for example be used
- Page 300 and 301:
4. The studied system and input dat
- Page 302 and 303:
Table 2. Presentation of the differ
- Page 304 and 305:
4.2. Energy market scenarios The fu
- Page 306 and 307:
By using the described energy marke
- Page 308 and 309:
Global CO 2 emissions [ktonnes/yr]
- Page 310 and 311:
4 the CO2 emissions effect for BLGM
- Page 312 and 313:
of Norrbotten. The work was also co
- Page 314 and 315:
Abstract: PROCEEDINGS OF ECOS 2012
- Page 316 and 317:
Fig. 1. Schematic overview of the I
- Page 318 and 319:
sufficient diversity of the ideas i
- Page 320 and 321:
3.2. Results 3.2.1. Exergy analysis
- Page 322 and 323:
In the electrolysis the ZnSO4-solut
- Page 324 and 325:
PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 326 and 327:
Combination of TSs for process dema
- Page 328 and 329:
TSi yi ti1, iI, i NI + 1, (6) Th
- Page 330 and 331:
Fig 5: Simplified scheme for the in
- Page 332 and 333:
4.3. Hierarchy for covering heat de
- Page 334 and 335:
The optical efficiency of the tube
- Page 336 and 337:
load by the time horizon of the TS.
- Page 338 and 339:
LV large value, maximum difference
- Page 340 and 341:
[26] Perry S, Klemeš J, Bulatov I.
- Page 342 and 343:
Large district heating networks sup
- Page 344 and 345:
whole pipeline network is canal pip
- Page 346 and 347:
It should be mentioned that the tot
- Page 348 and 349:
Fig. 3. Model of Tallinn district h
- Page 350 and 351:
Heat production (GWh) 1,854.60 1,85
- Page 352 and 353:
y 20%. The amount of electricity pr
- Page 354 and 355:
PROCEEDINGS OF ECOS 2012 - THE 25 T
- Page 356 and 357:
Canada is one of the world’s lead
- Page 358 and 359:
Electricity distribution (EE) D Ep
- Page 360 and 361:
5. Characteristic challenges of OMS
- Page 362 and 363:
6.2 Integration of energy storage t
- Page 364 and 365:
9. LOZANO, M. A.; CARVALHO, M.; SER
- Page 366 and 367:
v. 37, p. 5330-5339, 2003. 44. DOE.
- Page 368 and 369:
There are many alternatives for hyd
- Page 370 and 371:
sour water-gas shift (WGS) process
- Page 372 and 373:
The Soave-Redlich-Kwong equation of
- Page 374 and 375:
†† O2 to coal ratio: 0.8, solid
- Page 376 and 377:
(b) Fig. 3. Effect of the coal slur
- Page 378 and 379:
feed increment in WGS process. As a
- Page 380 and 381:
[5.] Giunta P, Amadeo N, Laborde M.