- Page 2 and 3:
FONTARGEN GmbHSiemensstraße 467304
- Page 4 and 5:
ContentsSummary in groups of FONTAR
- Page 7 and 8:
Brazing and soldering alloysa) Braz
- Page 9 and 10:
Brazing and soldering alloysd) Sold
- Page 11 and 12:
FONTARGEN A 101High strength brazin
- Page 13 and 14:
FONTARGEN A 210Brass hard solderDIN
- Page 15 and 16:
FONTARGEN A 210 MKBrazing rod with
- Page 17 and 18:
FONTARGEN A 211 RFBrass hard solder
- Page 19 and 20:
FONTARGEN A 2003Copper-phosphorus a
- Page 21 and 22:
FONTARGEN A 2005Copper-phosphorus-t
- Page 23 and 24:
FONTARGEN A 3002Silver containing c
- Page 25 and 26:
FONTARGEN A 3005 SSilver containing
- Page 27 and 28:
FONTARGEN A 3018Copper-phosphorus a
- Page 29 and 30:
FONTARGEN A 331Silver brazing alloy
- Page 31 and 32:
FONTARGEN A 311Silver brazing alloy
- Page 33 and 34:
FONTARGEN A 305Silver brazing alloy
- Page 35 and 36:
FONTARGEN A 306Silver brazing alloy
- Page 37 and 38:
FONTARGEN A 319Silver brazing alloy
- Page 39 and 40:
FONTARGEN A 320Silver brazing alloy
- Page 41 and 42:
FONTARGEN A 317Silver brazing alloy
- Page 43 and 44:
FONTARGEN A 324Silver brazing alloy
- Page 45 and 46:
FONTARGEN A 308 VSilver-Copper-Eute
- Page 47 and 48:
FONTARGEN A 341Palladium containing
- Page 49 and 50:
FONTARGEN A 345Palladium containing
- Page 51 and 52:
FONTARGEN A 407 LAluminium hard sol
- Page 53 and 54:
FONTARGEN AP 211 FMFlux containing
- Page 55 and 56:
FONTARGEN AP 2003Copper-phosphorus
- Page 58 and 59:
FONTARGEN AP 3018Copper-phosphorus
- Page 60 and 61:
FONTARGEN AP 306 FMCadmium bearing,
- Page 62 and 63:
FONTARGEN AP 320 FMCadminumfree, fl
- Page 64 and 65:
FONTARGEN AP 314 ILSilver brazing a
- Page 66 and 67:
FONTARGEN AP 317 FMFlux containing
- Page 68 and 69:
FONTARGEN AP 350 FMCadminum free, f
- Page 70 and 71:
FONTARGEN AP 46 QL/3Aluminium brazi
- Page 72 and 73:
FONTARGEN A 604Friction solderDIN E
- Page 74 and 75:
FONTARGEN A/AF 605Eutectic soft sol
- Page 76 and 77:
FONTARGEN A/AF 612Antimony-free sof
- Page 78 and 79:
FONTARGEN A 630Soft solderEN ISO 94
- Page 80 and 81:
FONTARGEN A 644Copper-bearing, lead
- Page 82 and 83:
FONTARGEN AP 604/12Tinning solderin
- Page 84 and 85:
FONTARGEN AP 638/26 NFlux containin
- Page 86 and 87:
FONTARGEN AP 644/21Lead free tin co
- Page 88 and 89:
FONTARGEN A 200 LCopper brazing all
- Page 90 and 91:
FONTARGEN A 200/2 LCopper-based hig
- Page 92 and 93:
FONTARGEN A 203/6 LCopper-based hig
- Page 94 and 95:
FONTARGEN A 205Copper-based high-te
- Page 96 and 97:
FONTARGEN AP 20 AL DBCopper high-te
- Page 98 and 99:
FONTARGEN AP 21 AL CCopper high-tem
- Page 100 and 101:
FONTARGEN AP 21 CLPCopper high-temp
- Page 102 and 103:
FONTARGEN AP 21 DL / DSCopper- nick
- Page 104 and 105:
FONTARGEN AP 21 GL / GSCopper- tin-
- Page 106 and 107:
FONTARGEN AP 21 KLCopper- tin- braz
- Page 108 and 109:
FONTARGEN AP 22 LLCopper- tin- braz
- Page 110 and 111:
FONTARGEN HTL 1ANickel-based high-t
- Page 112 and 113:
FONTARGEN HTL 2 AP (L)Nickel-based
- Page 114 and 115:
FONTARGEN HTL 3Nickel-based high-te
- Page 116 and 117:
FONTARGEN HTL 5 MNickel-based high-
- Page 118 and 119:
FONTARGEN HTL 6 AP BNickel-based hi
- Page 120 and 121: FONTARGEN HTL 8Nickel-based high-te
- Page 122 and 123: FONTARGEN HTL 9 AP (L)Copper-based
- Page 124 and 125: FONTARGEN HTL 14Gold-based high-tem
- Page 126 and 127: FONTARGEN HTL 17Copper-based high-t
- Page 128 and 129: FONTARGEN HTL 270Nickel-based high-
- Page 130 and 131: Notes
- Page 133 and 134: Fluxesa) Brass and German silver fl
- Page 135 and 136: Silver solder fluxesin accordance w
- Page 137 and 138: Soft soldering fluxesin accordance
- Page 139 and 140: Safety precautionswhile working wit
- Page 141: Group 3MIG/MAGSolid and cored wires
- Page 144 and 145: MIG/MAG solid and cored wiredf) Cor
- Page 146 and 147: FONTARGEN A 100 AMWire electrode ma
- Page 148 and 149: FONTARGEN A 1107 MAustenitic Cr-Ni-
- Page 150 and 151: FONTARGEN A 1121 MCr-Ni-Mo wire ele
- Page 152 and 153: FONTARGEN A 200 MCopper wire electr
- Page 154 and 155: FONTARGEN A 202 MCopper-silicon wir
- Page 156 and 157: FONTARGEN A 207 MCu-Si-Mn wire elec
- Page 158 and 159: FONTARGEN A 203/12 MCopper-tin wire
- Page 160 and 161: FONTARGEN A 2115/8 MCopper-aluminiu
- Page 162 and 163: FONTARGEN A 512/30 MCopper-nickel w
- Page 164 and 165: FONTARGEN A 402 MAluminium-magnesiu
- Page 166 and 167: FONTARGEN A 404/4,5 MAluminium-magn
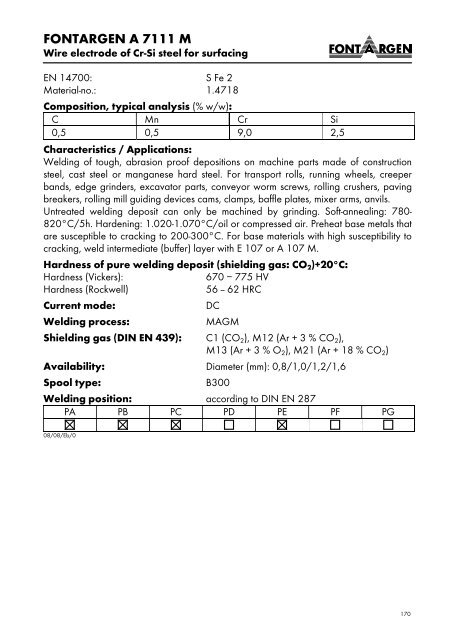
- Page 168 and 169: FONTARGEN A 405 MAluminium-silicon
- Page 172 and 173: FONTARGEN A 751 MFlexible wire for
- Page 174 and 175: FONTARFILL 11Metal powder flux core
- Page 176 and 177: FONTARFILL 712/600Self-shielding fl
- Page 178 and 179: FONTARFILL 7068Self-shielding corde
- Page 181 and 182: Filler rods for TIG welding and gas
- Page 183 and 184: FONTARGEN A 103 NWMolybdenum low-al
- Page 185 and 186: FONTARGEN A 1120 WCr-Ni-Mn welding
- Page 187 and 188: FONTARGEN A 521 WNickel-Chrome weld
- Page 189 and 190: FONTARGEN A 200 SWCopper-tin weldin
- Page 191 and 192: FONTARGEN A 207 WCopper-silicon-man
- Page 193 and 194: FONTARGEN A 203/12 WCopper-tin weld
- Page 195 and 196: FONTARGEN A 216 WCopper-aluminium n
- Page 197 and 198: FONTARGEN A 400 Ti WAluminium weldi
- Page 199 and 200: FONTARGEN A 404 WAluminium-magnesiu
- Page 201 and 202: FONTARGEN A 404/4,5 ZR WAluminium-m
- Page 203 and 204: FONTARGEN A 407 WAluminium-silicon
- Page 205 and 206: FONTARGEN A 850Titanium welding rod
- Page 207 and 208: FONTARGEN A 721Welding rod for hard
- Page 209: Group 5Stick electrodesa) Welding o
- Page 212 and 213: FONTARGEN FE 1001DIN EN 499: E 38 2
- Page 214 and 215: FONTARGEN FE 1010DIN EN 499: E 42 0
- Page 216 and 217: FONTARGEN FE 1018DIN EN 499: E 42 0
- Page 218 and 219: FONTARGEN E 1107Austenitic Cr-Ni-Mn
- Page 220 and 221:
FONTARGEN E 1125Cr-Ni-Mo stick elec
- Page 222 and 223:
FONTARGEN E 138 MoAustenitic stick
- Page 224 and 225:
FONTARGEN E 114Basic coating electr
- Page 226 and 227:
FONTARGEN E 711Hard-facing electrod
- Page 228 and 229:
FONTARGEN E 901Cutting electrode wi
- Page 230 and 231:
Notes
- Page 233 and 234:
Spraying powdera) Metal powder for
- Page 235 and 236:
FONTARGEN MP 3Metal powder for diff
- Page 237 and 238:
FONTARGEN MP 4Metal powder for diff
- Page 239 and 240:
FONTARGEN MP 5 FMetal powder for di
- Page 241 and 242:
FONTARGEN FM 2Metal powder for flam
- Page 243 and 244:
FONTARGEN FM 4Metal powder for flam
- Page 245:
Group 7Special productsa) FONTARFIX
- Page 248 and 249:
FONTARGEN FONTARFIXFONTARFIX is an
- Page 250 and 251:
FONTARGEN FONTEX NEPickling powder
- Page 252 and 253:
FONTARGEN FONTINOX FRSurface cleane
- Page 254 and 255:
FONTARGEN Neutralisation pasteThe n
- Page 256 and 257:
FONTARGEN cleaning and degreasing s
- Page 258 and 259:
Notes
- Page 261 and 262:
Welding of low- and high-alloyed st
- Page 263 and 264:
Welding of low- and high-alloyed st
- Page 265 and 266:
Welding of cold-tough steel and cas
- Page 267 and 268:
Welding of nickel and nickel alloys
- Page 269 and 270:
Welding of copper and copper alloys
- Page 271 and 272:
Welding of copper and copper alloys
- Page 273 and 274:
Welding of aluminium and aluminium
- Page 275 and 276:
Physical property values of some al
- Page 277 and 278:
Notes
- Page 279 and 280:
Notes
- Page 281:
All information concerning our prod