Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
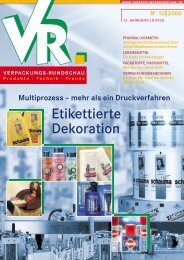
Grafische Darstellung<br />
der Kommissionierungsanlage.<br />
50<br />
Handel/Logistik<br />
Während die Abfüllung und Konfektionierung<br />
innerhalb der Getränkeproduktion tummeln sich in<br />
der Kommissionierung häufig Scharen von Hilfs-<br />
kräften und verrichten Schwerstarbeit. Ein neu-<br />
artiges Lösungskonzept von ro-ber Industrieroboter<br />
unterstützt bei der Warendistribution.<br />
<strong>Verpackungs</strong>mix auf einer Palette<br />
Automatische Kommissionierung in der Getränkeindustrie<br />
In einem Verteillager für Getränkeprodukte sollen kundenbezogene<br />
Auftragspaletten sowohl aus Mehrwegals<br />
auch aus Einwegprodukten gebildet werden. Um die<br />
Investitionskosten im Rahmen und die Anlagenkomplexität<br />
überschaubar zu halten, werden schwer zu integrierende<br />
Gebinde, wie Getränkebehälter und Sonderverpackungen,<br />
von der Automatisierung ausgeschlossen und<br />
weiterhin manuell zukommissioniert.<br />
Da sich die Mengengerüste ständig ändern, muss die<br />
Nutzung der Anlage auf Wunsch des Kunden für unterschiedliche<br />
Produkte und Mengenverhältnisse flexibel anpassbar<br />
sein. Ebenso sollte die Anlage im Hinblick auf<br />
steigenden Kommissionierbedarf problemlos erweitert<br />
werden können.<br />
Mehrweg oder Einweg?<br />
Als Anlagenleistung in der Grundausbaustufe wurden 15<br />
Kundenpaletten pro Stunde spezifiziert. Wesentliche Bedeutung<br />
wurde der Einbindung des Systems in die Auftragsverwaltung<br />
mit integriertem Staplerleitsystem und<br />
Tourenplanung für die effiziente Nachschubsteuerung<br />
und Bereitstellung herausgehender Lkw-Ladungen beigemessen.<br />
Zur Lösung der Aufgabenstellung werden die<br />
Artikelpaletten (Quellpaletten) in Doppelreihe aufgestellt<br />
und die Kundenpaletten (Zielpaletten) durch die gebildete<br />
Gasse hindurchgefördert. An definierten Punkten wird die<br />
<strong>Verpackungs</strong>-<strong>Rundschau</strong> 6/<strong>2000</strong><br />
Zielpalette angehalten und die in der Nachbarschaft stehenden<br />
Produkte übergesetzt.<br />
Die Anlage ist in zwei Bereiche, einen für Mehrweg- und<br />
einen für Einwegprodukte, geteilt. Während die Mehrwegartikel<br />
durchweg in weitgehend modulgerechten<br />
Kästen stecken, werden die Einwegprodukte (Dosen, PET-,<br />
aber auch Glas-Flaschen) in unterschiedlichen <strong>Verpackungs</strong>formen<br />
vorgelegt.<br />
Das Spektrum reicht von losen Dosen in offenen Trays<br />
über Schrumpfgebinde bis zu in Faltkartons eingeschlagene<br />
Dosen und Flaschen. Die Bereichseinteilung der Anlage<br />
ergibt sich also nicht nur aus Leistungsgründen, sondern<br />
auch, weil die völlig unterschiedlichen <strong>Verpackungs</strong>formen<br />
angepasste Greifer erforderlich machen.<br />
Die Anfangskonfiguration der Anlage mit 16 Quellpalettenplätzen<br />
definiert den Aktionsbereich der Portalroboter,<br />
die sich für die vorliegende Aufgabenstellung als geeignet<br />
erwiesen haben. Da diese z.T. überlappende Arbeitsbereiche<br />
besitzen, ergibt sich eine wünschenswerte Systemredundanz<br />
sowie die Möglichkeit, die Kommissionierleistung<br />
bedarfsgerecht an die Auftragserfordernisse<br />
anzupassen.<br />
Auf Grund ihrer translatorischen Bewegungscharakteristik<br />
erreichen Portalroboter hohe Umsetzgeschwindigkeiten.<br />
Da die gesamte Robotermechanik oberhalb des<br />
Arbeitsbereiches angeordnet ist, stehen sie sich „nicht<br />
selbst im Weg“.