FIBEROPTIC SENSOR TECHNOLOGY HANDBOOK
FIBEROPTIC SENSOR TECHNOLOGY HANDBOOK
FIBEROPTIC SENSOR TECHNOLOGY HANDBOOK

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
tension it collapses to eliminate the remaining center<br />
hole. In order to obtain various desired physical properties,<br />
fibers can be drawn either without removing<br />
the substrate tube, after removing the substrate tube,<br />
or after a final layer of glass haa been deposited on<br />
the outside of the collapsed preform, as shown in Fig.<br />
2.31.<br />
In the drawing process, the boule is placed<br />
in an induction furnace and fibers are drawn and coated<br />
in almost exactly the same manner as in the double-crucible<br />
technique that was shown in Fig. 2.28.<br />
2.2.2.3 The Outside Vapor-Phase Oxidation (OVPO)<br />
Process<br />
Preforms also are made by precipitating soot<br />
on the outside of a rod that is turned in a glaas-working<br />
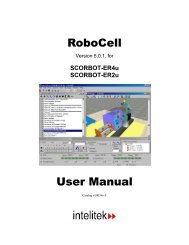
lathe, as shown in Fig. 2.32a. In the outside vapor<br />
(a) SOOT DEPOSITION<br />
g“’+ww’””’<br />
4—.—...<br />
(b) PREFORM SISTERING<br />
o:,::.#.:~C:DING<br />
>0 INDEX n<br />
(c) FISER DRAWING<br />
Fig. 2.32 The outside vapor-phase oxidation (OVPO)<br />
process for producing optical fibers.<br />
After P. Schultz, Appl. Opt. l&, 3684 (1979).<br />
phase oxidation (OVPO) process, the core material is<br />
deposited first and then the cladding is deposited on<br />
the outside, just in the IVPO process described earlier.<br />
The amount of doping may be continuously varied during<br />
the core material deposition process. It is thus poasible<br />
to produce preforms for graded-index fibers, as<br />
well as for step-index fibers, as shown in the example<br />
of refractive index versus radial displacement curve at<br />
the extreme upper right in Fig. 2.32. The refractive<br />
index of the porous material deposited on the center<br />
bait rod decreases monotonically out to what will correspond<br />
to the core-cladding interface, and then it<br />
remains constant to the outer surface of the porous<br />
cylindrical shell.<br />
fed to the burners, a porous preform with the desired<br />
radial variation of refractive index is built up, beginning<br />
at the end of the silica rod. The rod is slowly<br />
pulled vertically upward as deposition continues at a<br />
constant rate at the lower end of the porous preform.<br />
The porous section then passes through a concentric<br />
heater ring that collapses and sinters the porous section<br />
to form a clear glass rod with the desired radial<br />
refractive index profile. The entire process is carried<br />
out inaide a reaction chamber with a carefully controlled<br />
inert atmosphere to reduce the level of impurities.<br />
The VAD process permits the production of large<br />
preforms capable of yielding single pieces of fiber<br />
over 100 km long. The optical quality of current VAD<br />
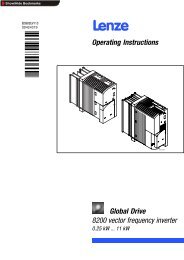
fibers is very high. Data on attenuation rates versus<br />
wavelength for VAD and IVPO fibers is shown in Fig.<br />
2.34. The IVPO process produces a fiber with a relatively<br />
large attenuation rates peak at 1.4 pm and smaller<br />
peaks in the vicinity of 1.23 pm and 0.94 Um. These<br />
are due to the vibrational mode absorption lines of the<br />
OH- radical. In the VAD process, the OH- radical contamination<br />
is reduced substantially by careful drying<br />
during the preform fabrication process thus eliminating<br />
these attenuation peaks.<br />
-..<br />
(’ ;=> STARTING SILICA ROD<br />
}! T<br />
&<br />
SiC14+BBr3<br />
f--l<br />
II<br />
TRANSPARENT PREFORM<br />
$!!$ . -- -— -. CARBONHEATER<br />
‘..-=-, .,.. .,,,,,,.,,, =..<br />
1’ I<br />
l..<br />
t<br />
I :<br />
POROIJS PREFORM<br />
+ I<br />
,..<br />
I<br />
% ~%-.+’<br />
‘\<br />
FINE GLASS PARTICLES<br />
~~•<br />
QOxy-HyDROGEN BURNERS<br />
SiC14+GeC14+PC13<br />
Fig. 2.33 The vapor axial deposition (VAD) process<br />
for producing optical fibers.<br />
After P. Schultz, Appl. Opt. l&, 3684 (19791<br />
Thus, preform fabrication by the OVPO process<br />
is a multistage procedure, including center bait rod<br />
removal, followed by porous preform sintering and the<br />
collapsing of the central hole, either prior to or during<br />
the fiber drawing process. Aa in the IVPO process,<br />
the deposition process is carried out on a glass-working<br />
lathe. Thus, the preforms produced by both processes<br />
have a limited size so that usually fiber lengths<br />
from 10 to 20 kilometers may be drawn from a single<br />
preform.<br />
2.2.2.4 The Vapor Axial Deposition (VAD) Process<br />
Length limitations are overcome in the vapor<br />
axial deposition (VAD) process that is ahown in Fig.<br />
2.33. Core and cladding glass particles ejected from<br />
oxygen-hydrogen burners are deposited longitudinally<br />
and radially on to the end of a silica rod. By carefully<br />
controlling the concentration of the metal halides<br />
2-15<br />
Fig. 2.34<br />
0.8 1.0 12 1,4 1.6 1.8<br />
WAVELENGTH (pm)<br />
The variation of attenuation as a function<br />
of wavelength in optical fibers produced by<br />
the vapor axial deposition (VAD) and the<br />
inside vapor-phase oxidation (IVPO) processes.