
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
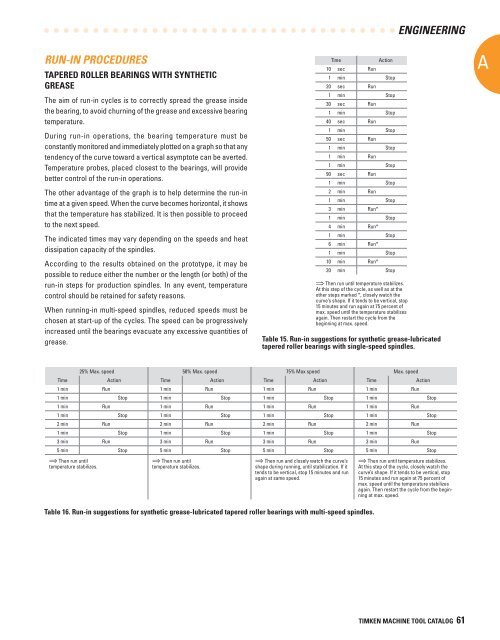
RUN-IN PROCEDURES<br />
TAPERED ROLLER BEARINGS WITH SYNTHETIC<br />
GREASE<br />
The aim of run-in cycles is to correctly spread the grease inside<br />
the bearing, to avoid churning of the grease and excessive bearing<br />
temperature.<br />
During run-in operations, the bearing temperature must be<br />
constantly monitored and immediately plotted on a graph so that any<br />
tendency of the curve toward a vertical asymptote can be averted.<br />
Temperature probes, placed closest to the bearings, will provide<br />
better control of the run-in operations.<br />
The other advantage of the graph is to help determine the run-in<br />
time at a given speed. When the curve becomes horizontal, it shows<br />
that the temperature has stabilized. It is then possible to proceed<br />
to the next speed.<br />
The indicated times may vary depending on the speeds and heat<br />
dissipation capacity of the spindles.<br />
According to the results obtained on the prototype, it may be<br />
possible to reduce either the number or the length (or both) of the<br />
run-in steps <strong>for</strong> production spindles. In any event, temperature<br />
control should be retained <strong>for</strong> safety reasons.<br />
When running-in multi-speed spindles, reduced speeds must be<br />
chosen at start-up of the cycles. The speed can be progressively<br />
increased until the bearings evacuate any excessive quantities of<br />
grease.<br />
Time<br />
Action<br />
10 sec Run<br />
1 min Stop<br />
20 sec Run<br />
1 min Stop<br />
30 sec Run<br />
1 min Stop<br />
40 sec Run<br />
1 min Stop<br />
50 sec Run<br />
1 min Stop<br />
1 min Run<br />
1 min Stop<br />
90 sec Run<br />
1 min Stop<br />
2 min Run<br />
1 min Stop<br />
3 min Run*<br />
1 min Stop<br />
4 min Run*<br />
1 min Stop<br />
6 min Run*<br />
1 min Stop<br />
10 min Run*<br />
20 min Stop<br />
⇒ Then run until temperature stabilizes.<br />
At this step of the cycle, as well as at the<br />
other steps marked *, closely watch the<br />
curve’s shape. If it tends to be vertical, stop<br />
15 minutes and run again at 75 percent of<br />
max. speed until the temperature stabilizes<br />
again. Then restart the cycle from the<br />
beginning at max. speed.<br />
ENGINEERING<br />
Table 15. Run-in suggestions <strong>for</strong> synthetic grease-lubricated<br />
tapered roller bearings with single-speed spindles.<br />
A<br />
25% Max. speed 50% Max. speed 75% Max speed Max. speed<br />
Time Action Time Action Time Action Time Action<br />
1 min Run 1 min Run 1 min Run 1 min Run<br />
1 min Stop 1 min Stop 1 min Stop 1 min Stop<br />
1 min Run 1 min Run 1 min Run 1 min Run<br />
1 min Stop 1 min Stop 1 min Stop 1 min Stop<br />
2 min Run 2 min Run 2 min Run 2 min Run<br />
1 min Stop 1 min Stop 1 min Stop 1 min Stop<br />
3 min Run 3 min Run 3 min Run 3 min Run<br />
5 min Stop 5 min Stop 5 min Stop 5 min Stop<br />
⇒ Then run until<br />
temperature stabilizes.<br />
⇒ Then run until<br />
temperature stabilizes.<br />
⇒ Then run and closely watch the curve’s<br />
shape during running, until stabilization. If it<br />
tends to be vertical, stop 15 minutes and run<br />
again at same speed.<br />
⇒ Then run until temperature stabilizes.<br />
At this step of the cycle, closely watch the<br />
curve’s shape. If it tends to be vertical, stop<br />
15 minutes and run again at 75 percent of<br />
max. speed until the temperature stabilizes<br />
again. Then restart the cycle from the beginning<br />
at max. speed.<br />
Table 16. Run-in suggestions <strong>for</strong> synthetic grease-lubricated tapered roller bearings with multi-speed spindles.<br />
TIMKEN MACHINE TOOL CATALOG 61