Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
HM/SLV-<strong>München</strong><br />
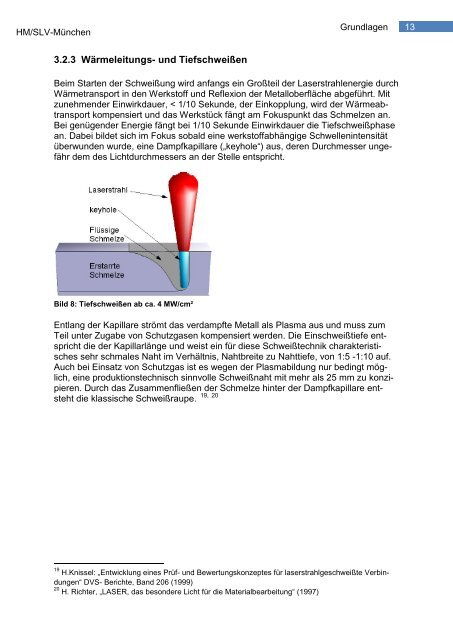
3.2.3 Wärmeleitungs- und Tiefschweißen<br />
Grundlagen<br />
Beim Starten der Schweißung wird anfangs ein Großteil der Laserstrahlenergie durch<br />
Wärmetransport in den Werkstoff und Reflexion der Metalloberfläche abgeführt. Mit<br />
zunehmender Einwirkdauer, < 1/10 Sekunde, der Einkopplung, wird der Wärmeabtransport<br />
kompensiert und das Werkstück fängt am Fokuspunkt das Schmelzen an.<br />
Bei genügender Energie fängt bei 1/10 Sekunde Einwirkdauer die Tiefschweißphase<br />
an. Dabei bildet sich im Fokus sobald eine werkstoffabhängige Schwellenintensität<br />
überwunden wurde, eine Dampfkapillare („keyhole“) aus, deren Durchmesser ungefähr<br />
dem des Lichtdurchmessers an der Stelle entspricht.<br />
Bild 8: Tiefschweißen ab ca. 4 MW/cm²<br />
Entlang der Kapillare strömt das verdampfte Metall als Plasma aus und muss zum<br />
Teil unter Zugabe von Schutzgasen kompensiert werden. Die Einschweißtiefe entspricht<br />
die der Kapillarlänge und weist ein für diese Schweißtechnik charakteristisches<br />
sehr schmales Naht im Verhältnis, Nahtbreite zu Nahttiefe, von 1:5 -1:10 auf.<br />
Auch bei Einsatz von Schutzgas ist es wegen der Plasmabildung nur bedingt möglich,<br />
eine produktionstechnisch sinnvolle Schweißnaht mit mehr als 25 mm zu konzipieren.<br />
Durch das Zusammenfließen der Schmelze hinter der Dampfkapillare ent-<br />
19, 20<br />
steht die klassische Schweißraupe.<br />
19<br />
H.Knissel: „Entwicklung eines Prüf- und Bewertungskonzeptes für laserstrahlgeschweißte Verbindungen“<br />
DVS- Berichte, Band 206 (1999)<br />
20<br />
H. Richter, „LASER, das besondere Licht für die Materialbearbeitung“ (1997)<br />
13