Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
HM/SLV-<strong>München</strong><br />
5 Ergebnisse<br />
Ergebnisse<br />
Schwerpunkt bei der Ergebnisdarstellung ist der Zusammenhang Kaltumformung und<br />
Bauteilgeometrie auf die Nahtgüte, das Gefüge und die mechanischen Kennwerte.<br />
Diese Einflussgrößen sind entscheidend, um die technologisch sicher zu beherrschbare<br />
Laserstrahlschweißkeit beurteilen zu können.<br />
5.1 Ermittlung geeigneter Parameter<br />
Basierend auf Voruntersuchungen 26 sind bereits passende Parameterfelder für die<br />
Laserstrahlschweißung bekannt. Ausgehend von den dort ermittelten Ergebnissen<br />
stellten wir ein teilfaktorielles Parameterfeld für Voruntersuchungen auf. Dabei wurden<br />
die Schweißgeschwindigkeit vs und die Laserleistung PL variiert. Die Variation<br />
bei der Schweißung, reichte von 2 m/min bis zu 3,5 m/min und bei der Laserstrahlleistung<br />
von 3 bis zu 3,5 KW bei jeweils 0,5 Schritten.<br />
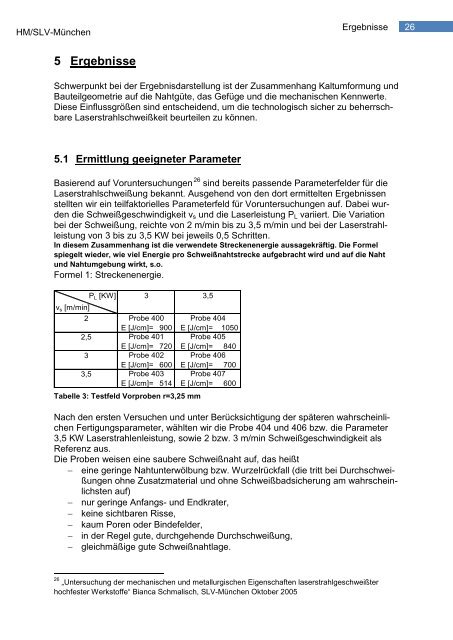
In diesem Zusammenhang ist die verwendete Streckenenergie aussagekräftig. Die Formel<br />
spiegelt wieder, wie viel Energie pro Schweißnahtstrecke aufgebracht wird und auf die Naht<br />
und Nahtumgebung wirkt, s.o.<br />
Formel 1: Streckenenergie.<br />
PL [KW]<br />
vs [m/min]<br />
3 3,5<br />
2<br />
Probe 400 Probe 404<br />
E [J/cm]= 900 E [J/cm]= 1050<br />
2,5 Probe 401 Probe 405<br />
E [J/cm]= 720 E [J/cm]= 840<br />
3<br />
Probe 402 Probe 406<br />
E [J/cm]= 600 E [J/cm]= 700<br />
3,5 Probe 403 Probe 407<br />
E [J/cm]= 514 E [J/cm]= 600<br />
Tabelle 3: Testfeld Vorproben r=3,25 mm<br />
Nach den ersten Versuchen und unter Berücksichtigung der späteren wahrscheinlichen<br />
Fertigungsparameter, wählten wir die Probe 404 und 406 bzw. die Parameter<br />
3,5 KW Laserstrahlenleistung, sowie 2 bzw. 3 m/min Schweißgeschwindigkeit als<br />
Referenz aus.<br />
Die Proben weisen eine saubere Schweißnaht auf, das heißt<br />
− eine geringe Nahtunterwölbung bzw. Wurzelrückfall (die tritt bei Durchschweißungen<br />
ohne Zusatzmaterial und ohne Schweißbadsicherung am wahrscheinlichsten<br />
auf)<br />
− nur geringe Anfangs- und Endkrater,<br />
− keine sichtbaren Risse,<br />
− kaum Poren oder Bindefelder,<br />
− in der Regel gute, durchgehende Durchschweißung,<br />
− gleichmäßige gute Schweißnahtlage.<br />
26 „Untersuchung der mechanischen und metallurgischen Eigenschaften laserstrahlgeschweißter<br />
hochfester Werkstoffe“ Bianca Schmalisch, SLV-<strong>München</strong> Oktober 2005<br />
26