Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München
Bachelorarbeit - Hochschule München

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
HM/SLV-<strong>München</strong><br />
Ergebnisse<br />
Wegen der auftretenden Plasmaabschirmung, die dann das Tiefschweißen verhindert,<br />
wird auf höhere Laserleistungen und damit höhere Schweißgeschwindigkeiten<br />
verzichtet.<br />
Da beim industriellen Laserstrahlschweißen eine hohe Schweißgeschwindigkeit wegen<br />
der meist günstigeren Nahtausformung (schmäler, geringere Wärmeeinbringung<br />
mit geringerem Verzug) und Wirtschaftlichkeit bevorzugt werden, wird bei der Untersuchung<br />
die Proben mit der höheren Schweißgeschwindigkeit, 3 m/min bei 3,5 KW,<br />
verstärkt untersucht und ausgewertet.<br />
5.2 Beobachtungen und Erkenntnisse<br />
Bei den bis jetzt durchgeführten Schweißungen, mit der Bauteilgeometrie 1, A-Form,<br />
und Geometrie 2, T-Form, konnten alle Bauteile dauerhaft, fest und sauber geschweißt<br />
werden.<br />
Im allgemeinem ließ sich feststellen, dass leichte Abweichungen von der optimalen<br />
Schweißnahtpositionierung auf dem Oberblech um bis zu 0,7 mm tolerierbar waren.<br />
Dies ist vor allem bei Laserstrahlschweißungen von hohem Interesse, da durch die<br />
geringe Schweißnahtbreite bei gleichzeitiger hohe Energiedichte die genaue Positionierung<br />
ein wichtiger Einflussfaktor der Schweißnahtgüte darstellt.<br />
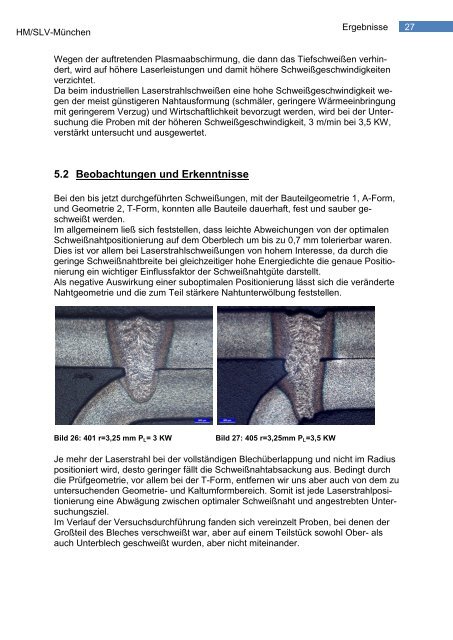
Als negative Auswirkung einer suboptimalen Positionierung lässt sich die veränderte<br />
Nahtgeometrie und die zum Teil stärkere Nahtunterwölbung feststellen.<br />
Bild 26: 401 r=3,25 mm PL= 3 KW Bild 27: 405 r=3,25mm PL=3,5 KW<br />
Je mehr der Laserstrahl bei der vollständigen Blechüberlappung und nicht im Radius<br />
positioniert wird, desto geringer fällt die Schweißnahtabsackung aus. Bedingt durch<br />
die Prüfgeometrie, vor allem bei der T-Form, entfernen wir uns aber auch von dem zu<br />
untersuchenden Geometrie- und Kaltumformbereich. Somit ist jede Laserstrahlpositionierung<br />
eine Abwägung zwischen optimaler Schweißnaht und angestrebten Untersuchungsziel.<br />
Im Verlauf der Versuchsdurchführung fanden sich vereinzelt Proben, bei denen der<br />
Großteil des Bleches verschweißt war, aber auf einem Teilstück sowohl Ober- als<br />
auch Unterblech geschweißt wurden, aber nicht miteinander.<br />
27