Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>The</strong> influence of processing on test results<br />
<strong>The</strong> macroscopic characteristics of thermo<strong>plastics</strong> depend<br />
heavily on the relevant processing method used. Because of<br />
the higher shear rates typical of the processing method, injection<br />
moulded components demonstrate a far more pronounced<br />
orientation of macromolecules and any additives<br />
in the filling direction than, for instance, semi-finished extruded<br />
products which are exposed to rather lower shear<br />
rates. Special additives with a high aspect ratio (such as<br />
glass or carbon fibres) tend to align themselves predominantly<br />
in the direction of flow at higher shear rates. <strong>The</strong><br />
anisotropy which occurs as a result brings about higher<br />
strengths in tensile testing, as here the direction of flow<br />
corresponds to the direction of testing.<br />
<strong>The</strong> thermal prior history of a thermoplastic also exerts a<br />
considerable influence on the relevant characteristic values.<br />
<strong>The</strong> cooling process of injection moulded components tends<br />
to be faster than for extruded semi-finished products. Consequently<br />
there is a noticeable difference in the degree of<br />
crystallinity, particularly in the partially crystalline <strong>plastics</strong>.<br />
In the same way as processing methods, the shapes of<br />
semi-finished products (rods, plates, tubes) and their different<br />
dimensions (diameter and thickness) also exert an influence<br />
on the macroscopic properties and determined<br />
characteristic values.<br />
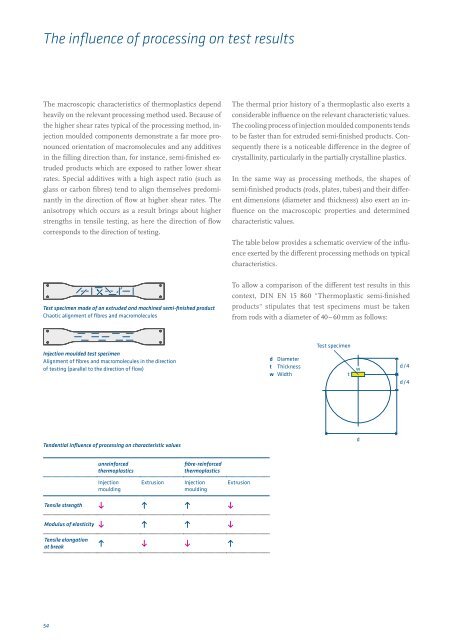
<strong>The</strong> table below provides a schematic overview of the influence<br />
exerted by the different processing methods on typical<br />
characteristics.<br />
Test specimen made of an extruded and machined semi-finished product<br />
Chaotic alignment of fibres and macromolecules<br />
To allow a comparison of the different test results in this<br />
context, DIN EN 15 860 "<strong>The</strong>rmoplastic semi-finished<br />
products" stipulates that test specimens must be taken<br />
from rods with a diameter of 40 – 60 mm as follows:<br />
Injection moulded test specimen<br />
Alignment of fibres and macromolecules in the direction<br />
of testing (parallel to the direction of flow)<br />
s<br />
w<br />
d Diameter<br />
t<br />
wThickness<br />
d/4<br />
s w Width<br />
d/4<br />
Test specimen<br />
d/4<br />
d/4<br />
t<br />
d/4<br />
d/4<br />
w<br />
t<br />
w<br />
d/4<br />
d/4<br />
d/4<br />
d/4<br />
d/4<br />
d/4<br />
Tendential influence of processing on characteristic values<br />
d<br />
d<br />
d<br />
d<br />
unreinforced<br />
thermo<strong>plastics</strong><br />
fibre-reinforced<br />
thermo<strong>plastics</strong><br />
Injection<br />
moulding<br />
Extrusion<br />
Injection<br />
moulding<br />
Extrusion<br />
Tensile strength<br />
Modulus of elasticity<br />
Tensile elongation<br />
at break<br />
• • • •<br />
• • • •<br />
• • • •<br />
54