Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Processing <strong>plastics</strong><br />
General remarks*<br />
Unreinforced thermo<strong>plastics</strong> can be machined using highspeed<br />
steel tools. Machining reinforced materials calls for<br />
the use of carbide tools. In either case, only flawlessly<br />
sharpened tools should be used. Due to the poor thermal<br />
conductivity of <strong>plastics</strong>, steps must be taken to ensure good<br />
heat dissipation. <strong>The</strong> best form of cooling is heat dissipation<br />
through the produced chips.<br />
Dimensional stability<br />
Dimensionally precise parts can only be made from stressannealed<br />
semi-finished products. Otherwise, the heat generated<br />
by machining will inevitably lead to release of processing<br />
tension and component warping. If high stock<br />
removal volumes occur, intermediate annealing may be<br />
advisable after the main machining process in order to dissipate<br />
any build-up of thermal tension. We can provide information<br />
on the necessary temperatures and timings on a<br />
material-specific basis. Materials with excessive moisture<br />
absorption (e.g. polyamides) must be conditioned before<br />
machining where applicable. Plastics require greater production<br />
tolerances than metals. In addition, it is important<br />
to bear in mind that thermal expansion is many times<br />
greater than with metal.<br />
Machining methods<br />
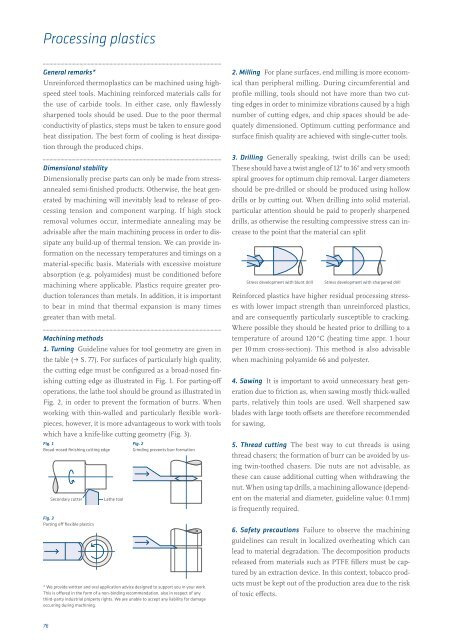
1. Turning Guideline values for tool geometry are given in<br />
the table (• S. 77). For surfaces of particularly high quality,<br />
the cutting edge must be configured as a broad-nosed finishing<br />
cutting edge as illustrated in Fig. 1. For parting-off<br />
operations, the lathe tool should be ground as illustrated in<br />
Fig. 2, in order to prevent the formation of burrs. When<br />
working with thin-walled and particularly flexible workpieces,<br />
however, it is more advantageous to work with tools<br />
which have a knife-like cutting geometry (Fig. 3).<br />
Fig. 1<br />
Broad-nosed finishing cutting edge<br />
Secondary cutter<br />
Fig. 3<br />
Parting off flexible <strong>plastics</strong><br />
Lathe tool<br />
Fig. 2<br />
Grinding prevents burr formation<br />
* We provide written and oral application advice designed to support you in your work.<br />
This is offered in the form of a non-binding recommendation, also in respect of any<br />
third-party industrial property rights. We are unable to accept any liability for damage<br />
occurring during machining.<br />
2. Milling For plane surfaces, end milling is more economical<br />
than peripheral milling. During circumferential and<br />
profile milling, tools should not have more than two cutting<br />
edges in order to minimize vibrations caused by a high<br />
number of cutting edges, and chip spaces should be adequately<br />
dimensioned. Optimum cutting performance and<br />
surface finish quality are achieved with single-cutter tools.<br />
3. Drilling Generally speaking, twist drills can be used;<br />
<strong>The</strong>se should have a twist angle of 12° to 16° and very smooth<br />
spiral grooves for optimum chip removal. Larger diameters<br />
should be pre-drilled or should be produced using hollow<br />
drills or by cutting out. When drilling into solid material,<br />
particular attention should be paid to properly sharpened<br />
drills, as otherwise the resulting compressive stress can increase<br />
to the point that the material can split<br />
Stress development with blunt drill Stress development with sharpened drill<br />
Reinforced <strong>plastics</strong> have higher residual processing stresses<br />
with lower impact strength than unreinforced <strong>plastics</strong>,<br />
and are consequently particularly susceptible to cracking.<br />
Where possible they should be heated prior to drilling to a<br />
temperature of around 120 °C (heating time appr. 1 hour<br />
per 10 mm cross-section). This method is also advisable<br />
when machining polyamide 66 and polyester.<br />
4. Sawing It is important to avoid unnecessary heat generation<br />
due to friction as, when sawing mostly thick-walled<br />
parts, relatively thin tools are used. Well sharpened saw<br />
blades with large tooth offsets are therefore recommended<br />
for sawing.<br />
5. Thread cutting <strong>The</strong> best way to cut threads is using<br />
thread chasers; the formation of burr can be avoided by using<br />
twin-toothed chasers. Die nuts are not advisable, as<br />
these can cause additional cutting when withdrawing the<br />
nut. When using tap drills, a machining allowance (dependent<br />
on the material and diameter, guideline value: 0.1 mm)<br />
is frequently required.<br />
6. Safety precautions Failure to observe the machining<br />
guidelines can result in localized overheating which can<br />
lead to material degradation. <strong>The</strong> decomposition products<br />
released from materials such as PTFE fillers must be captured<br />
by an extraction device. In this context, tobacco products<br />
must be kept out of the production area due to the risk<br />
of toxic effects.<br />
76