Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk
Engineering plastics â The Manual - F.wood-supply.dk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Bonding<br />
Bonding technology is a very efficient joining method<br />
which permits <strong>plastics</strong> to be permanently joined to themselves<br />
or other materials. <strong>The</strong> chemical joining (bonding)<br />
of components offers a range of benefits compared to other<br />
joining methods:<br />
ˌˌEven distribution of stress<br />
ˌˌNo damage to materials<br />
ˌˌNo warping of joined parts<br />
ˌˌDifferent material combinations can be joined<br />
ˌˌ<strong>The</strong> separating joint is sealed at the same time<br />
ˌˌA smaller number of components is required<br />
Decisive factors for a good bonded joint:<br />
ˌˌMaterial characteristics<br />
ˌˌAdhesive<br />
ˌˌAdhesive layer<br />
ˌˌSurface (preliminary treatment)<br />
ˌˌGeometric design of the bonded joint<br />
ˌˌApplication and load conditions<br />
To increase the strength of a bonded joint, it is advisable to<br />
pre-treat the surfaces when bonding <strong>plastics</strong> in order to enhance<br />
surface activity.<br />
ˌˌCleaning and degreasing the material surface<br />
ˌˌIncreasing the size of the mechanical surface by<br />
grinding or sand blasting (particularly recommended)<br />
ˌˌPhysical activation of the surface by flame, plasma or<br />
corona treatment<br />
ˌˌChemical etching for the formation of a defined<br />
boundary layer<br />
ˌˌPrimer application<br />
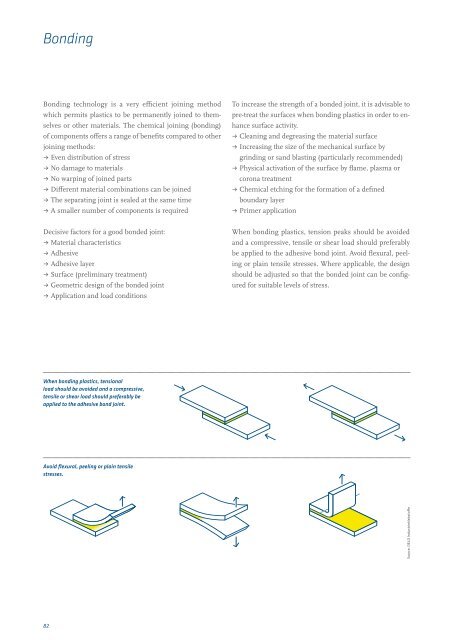
When bonding <strong>plastics</strong>, tension peaks should be avoided<br />
and a compressive, tensile or shear load should preferably<br />
be applied to the adhesive bond joint. Avoid flexural, peeling<br />
or plain tensile stresses. Where applicable, the design<br />
should be adjusted so that the bonded joint can be configured<br />
for suitable levels of stress.<br />
When bonding <strong>plastics</strong>, tensional<br />
load should be avoided and a compressive,<br />
tensile or shear load should preferably be<br />
applied to the adhesive bond joint.<br />
Avoid flexural, peeling or plain tensile<br />
stresses.<br />
Source: DELO Industrieklebstoffe<br />
82