

VGB POWERTECH 10 (2020) - International Journal for Generation and Storage of Electricity and Heat
VGB PowerTech - International Journal for Generation and Storage of Electricity and Heat. Issue 7 (2020). Technical Journal of the VGB PowerTech Association. Energy is us! Power plant products/by-products.
VGB PowerTech - International Journal for Generation and Storage of Electricity and Heat. Issue 7 (2020).
Technical Journal of the VGB PowerTech Association. Energy is us!
Power plant products/by-products.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>VGB</strong> PowerTech <strong>10</strong> l <strong>2020</strong><br />
Wood fly ash as cement replacement<br />
ing to 550 °C resulted in the CaO peak to<br />
disappear in WA2, which is on the contrary<br />
to [Lopinti et al. <strong>2020</strong>], who saw beginning<br />
calcination (CaCO 3 trans<strong>for</strong>mation to<br />
CaO) already at 500 °C. The loss <strong>of</strong> CaO in<br />
WA2 after heating reveals that Ca enters<br />
into other phases.<br />
The washing in water <strong>and</strong> acid resulted in<br />
mass losses <strong>of</strong> 29 % <strong>and</strong> 37 % in WA1, respectively,<br />
<strong>and</strong> 13 % <strong>and</strong> 22 % in WA2.<br />
Washing in water <strong>and</strong> acid removed the<br />
soluble salts KCl <strong>and</strong> K 2 SO 4 from the ashes<br />
(Ta b l e 4 ). In the washed WA1, MgO <strong>and</strong><br />
Mg(OH) 2 were identified, whereas no crystalline<br />
Mg was found be<strong>for</strong>e the washing,<br />
where the concentrations probably were<br />
too low <strong>for</strong> identification. When washing<br />
out part <strong>of</strong> the mass (the soluble fraction)<br />
the concentration <strong>of</strong> the non-soluble minerals<br />
increases. In the water washed WA2<br />
Ca(OH) 2 appeared in a low concentration,<br />
<strong>and</strong> in WA1 the concentration <strong>of</strong> Ca(OH) 2<br />
seemingly decreased. In the acid washed<br />
WAs, Ca(OH) 2 was not identified.<br />
3.2 The investigated WAs in mortar<br />
3.2.1 Workability issues during casting<br />
During the castings, it was observed that it<br />
was difficult to vibrate the fresh mortar<br />
well in the molds when WA was in the mixture,<br />
<strong>and</strong> it was increasingly difficult when<br />
increasing the replacement percentage <strong>of</strong><br />
cement from 5 % to <strong>10</strong> %. The low workability<br />
resulted in the mortar not flowing<br />
well during the vibration <strong>and</strong> the casted<br />
mortar prisms did have larger visual pores<br />
than the references. Other researchers<br />
have reported similar finding, e.g. Udoeyo<br />
et al. [2006] reported slump test results <strong>of</strong><br />
concrete containing varying percentages <strong>of</strong><br />
WA <strong>and</strong> was evident that WA concrete mixes<br />
exhibited less workability than the reference.<br />
3.2.2 Compressive strength (7 days) <strong>of</strong><br />
mortar<br />
The screening <strong>of</strong> the effect from the WAs<br />
<strong>and</strong> pretreated WAs on the ease <strong>of</strong> casting<br />
<strong>and</strong> the 7 days compressive strength are in<br />
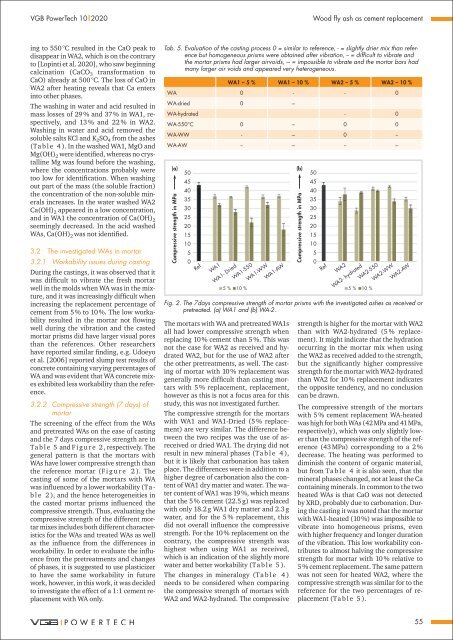
Ta b l e 5 <strong>and</strong> F i g u r e 2 , respectively. The<br />
general pattern is that the mortars with<br />
WAs have lower compressive strength than<br />
the reference mortar (F i g u r e 2 ). The<br />
casting <strong>of</strong> some <strong>of</strong> the mortars with WA<br />
was influenced by a lower workability (Ta -<br />
b l e 2 ), <strong>and</strong> the hence heterogeneities in<br />
the casted mortar prisms influenced the<br />
compressive strength. Thus, evaluating the<br />
compressive strength <strong>of</strong> the different mortar<br />
mixes includes both different characteristics<br />
<strong>for</strong> the WAs <strong>and</strong> treated WAs as well<br />
as the influence from the differences in<br />
workability. In order to evaluate the influence<br />
from the pretreatments <strong>and</strong> changes<br />
<strong>of</strong> phases, it is suggested to use plasticizer<br />
to have the same workability in future<br />
work, however, in this work, it was decided<br />
to investigate the effect <strong>of</strong> a 1:1 cement replacement<br />
with WA only.<br />
Tab. 5. Evaluation <strong>of</strong> the casting process 0 = similar to reference, - = slightly drier mix than reference<br />
but homogeneous prisms were obtained after vibration, -- = difficult to vibrate <strong>and</strong><br />
the mortar prisms had larger airvoids, --- = impossible to vibrate <strong>and</strong> the mortar bars had<br />
many larger air voids <strong>and</strong> appeared very heterogeneous.<br />
The mortars with WA <strong>and</strong> pretreated WA1s<br />
all had lower compressive strength when<br />
replacing <strong>10</strong> % cement than 5 %. This was<br />
not the case <strong>for</strong> WA2 as received <strong>and</strong> hydrated<br />
WA2, but <strong>for</strong> the use <strong>of</strong> WA2 after<br />
the other pretreatments, as well. The casting<br />
<strong>of</strong> mortar with <strong>10</strong> % replacement was<br />
generally more difficult than casting mortars<br />
with 5 % replacement, replacement,<br />
however as this is not a focus area <strong>for</strong> this<br />
study, this was not investigated further.<br />
The compressive strength <strong>for</strong> the mortars<br />
with WA1 <strong>and</strong> WA1-Dried (5 % replacement)<br />
are very similar. The difference between<br />
the two recipes was the use <strong>of</strong> asreceived<br />
or dried WA1. The drying did not<br />
result in new mineral phases (Ta b l e 4 ),<br />
but it is likely that carbonation has taken<br />
place. The differences were in addition to a<br />
higher degree <strong>of</strong> carbonation also the content<br />
<strong>of</strong> WA1 dry matter <strong>and</strong> water. The water<br />
content <strong>of</strong> WA1 was 19 %, which means<br />
that the 5 % cement (22.5 g) was replaced<br />
with only 18.2 g WA1 dry matter <strong>and</strong> 2.3 g<br />
water, <strong>and</strong> <strong>for</strong> the 5 % replacement, this<br />
did not overall influence the compressive<br />
strength. For the <strong>10</strong> % replacement on the<br />
contrary, the compressive strength was<br />
highest when using WA1 as received,<br />
which is an indication <strong>of</strong> the slightly more<br />
water <strong>and</strong> better workability (Ta b l e 5 ).<br />
The changes in mineralogy (Ta b l e 4 )<br />
needs to be considered when comparing<br />
the compressive strength <strong>of</strong> mortars with<br />
WA2 <strong>and</strong> WA2-hydrated. The compressive<br />
WA1 – 5 % WA1 – <strong>10</strong> % WA2 – 5 % WA2 – <strong>10</strong> %<br />
WA 0 - - 0<br />
WA-dried 0 ---<br />
WA-hydrated - 0<br />
WA-550°C 0 --- 0 0<br />
WA-WW - --- 0 --<br />
WA-AW -- --- -- ---<br />
(a)<br />
Compressive strength in MPa<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
<strong>10</strong><br />
5<br />
0<br />
Ref<br />
WA1<br />
WA1- Dried<br />
WA1-550<br />
WA1-WW<br />
WA1-AW<br />
(b)<br />
Compressive strength in MPa<br />
50<br />
45<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
<strong>10</strong><br />
5<br />
0<br />
5 % <strong>10</strong> % 5 % <strong>10</strong> %<br />
Ref<br />
WA2<br />
WA2- hydrated<br />
WA2-550<br />
WA2-WW<br />
WA2-AW<br />
Fig. 2. The 7days compressive strength <strong>of</strong> mortar prisms with the investigated ashes as received or<br />
pretreated. (a) WA1 <strong>and</strong> (b) WA-2.<br />
strength is higher <strong>for</strong> the mortar with WA2<br />
than with WA2-hydrated (5 % replacement).<br />
It might indicate that the hydration<br />
occurring in the mortar mix when using<br />
the WA2 as received added to the strength,<br />
but the significantly higher compressive<br />
strength <strong>for</strong> the mortar with WA2-hydrated<br />
than WA2 <strong>for</strong> <strong>10</strong> % replacement indicates<br />
the opposite tendency, <strong>and</strong> no conclusion<br />
can be drawn.<br />
The compressive strength <strong>of</strong> the mortars<br />
with 5 % cement replacement WA-heated<br />
was high <strong>for</strong> both WAs (42 MPa <strong>and</strong> 41 MPa,<br />
respectively), which was only slightly lower<br />
than the compressive strength <strong>of</strong> the reference<br />
(43 MPa) corresponding to a 2 %<br />
decrease. The heating was per<strong>for</strong>med to<br />
diminish the content <strong>of</strong> organic material,<br />
but from Ta b l e 4 it is also seen, that the<br />
mineral phases changed, not at least the Ca<br />
containing minerals. In common to the two<br />
heated WAs is that CaO was not detected<br />
by XRD, probably due to carbonation. During<br />
the casting it was noted that the mortar<br />
with WA1-heated (<strong>10</strong> %) was impossible to<br />
vibrate into homogeneous prisms, even<br />
with higher frequency <strong>and</strong> longer duration<br />
<strong>of</strong> the vibration. This low workability contributes<br />
to almost halving the compressive<br />
strength <strong>for</strong> mortar with <strong>10</strong> % relative to<br />
5 % cement replacement. The same pattern<br />
was not seen <strong>for</strong> heated WA2, where the<br />
compressive strength was similar <strong>for</strong> to the<br />
reference <strong>for</strong> the two percentages <strong>of</strong> replacement<br />
(Ta b l e 5 ).<br />
55














