

Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5Wärmebehandeln<br />
<strong>Stahlguss</strong> wird mit wenigen Ausnahmen immer<br />
wärmebehandelt (Bild 29). Dabei werden<br />
folgende Ziele angestrebt:<br />
- Vermin<strong>der</strong>n <strong>der</strong> erstarrungsbedingten<br />
Seigerungen, hauptsächlich bei größeren<br />
Gießquerschnitten,<br />
- Kornfeinen des relativ grobkörnigen<br />
Erstarrungsgefüges bei umwandlungsfähigen<br />
Sorten,<br />
- Erzielen <strong>der</strong> legierungsabhängigen<br />
Werkstoffeigenschaften durch qualitätsbestimmendes<br />
Wärmebehandeln.<br />
Im Vergleich zu den umgeformten Stählen<br />
sind die Haltezeiten beim Wärmebehandeln<br />
von <strong>Stahlguss</strong> im allgemeinen länger, was<br />
dem gewünschten Diffusionsausgleich <strong>der</strong><br />
Seigerungszonen sowie den meist größeren<br />
Wanddicken entgegenkommt. Im übrigen<br />
besteht bezüglich <strong>der</strong> legierungstechnisch<br />
erfor<strong>der</strong>lichen Wärmebehandlungsschritte<br />
zwischen umgeformtem <strong>und</strong><br />
gegossenem Stahl kein gr<strong>und</strong>sätzlicher<br />
Unterschied.<br />
Die Ofeneinrichtungen zum Wärmebehandeln<br />
sind in <strong>der</strong> Mehrzahl leicht isoliert<br />
<strong>und</strong> werden über eine Vielzahl gleichmäßig<br />
verteilter, vorwiegend rechnergesteuerter<br />
Kleinbrenner beheizt. Dies gewährleistet<br />
das exakte Einhalten <strong>der</strong> Aufheiz- <strong>und</strong><br />
Abkühlkurven <strong>und</strong> während <strong>der</strong> Haltezeit<br />
eine gleichmäßige Temperaturverteilung im<br />
Ofen, auch bei stark wechseln<strong>der</strong> Belegungsdichte.<br />
14<br />
Kurze Wege zu den Abschreckbä<strong>der</strong>n begünstigen<br />
das Einhalten einer gleichmäßigen<br />
Abschrecktemperatur am ganzen<br />
Gussstück (Bild 30). Mögliche Maßabweichungen<br />
durch Verzug o<strong>der</strong> Verz<strong>und</strong>ern<br />
<strong>der</strong> Oberfläche werden durch entsprechende<br />
Maßnahmen wie zum Beispiel Auflagen<br />
im Glühofen o<strong>der</strong> Maßzugaben kontrolliert.<br />
Da üblicherweise nicht in Schutzgasatmosphäre<br />
wärmebehandelt wird, weist<br />
die Randschicht meist eine legierungsabhängige<br />
Entkohlungszone auf.<br />
Die nachfolgend beschriebenen wichtigsten<br />
Wärmebehandlungsverfahren beziehungsweise<br />
-schritte können je nach<br />
Werkstoffgruppe o<strong>der</strong> Gussstückkategorie<br />
teilweise entfallen o<strong>der</strong> werden miteinan<strong>der</strong><br />
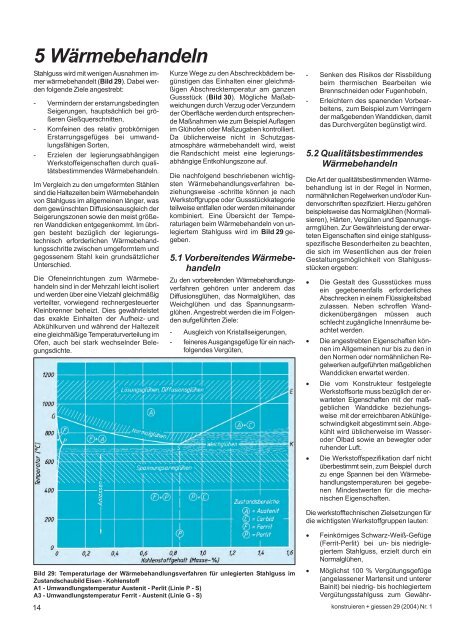
kombiniert. Eine Übersicht <strong>der</strong> Temperaturlagen<br />
beim Wärmebehandeln von unlegiertem<br />
<strong>Stahlguss</strong> wird im Bild 29 gegeben.<br />
5.1 Vorbereitendes Wärmebehandeln<br />
Zu den vorbereitenden Wärmebehandlungsverfahren<br />
gehören unter an<strong>der</strong>em das<br />
Diffusionsglühen, das Normalglühen, das<br />
Weichglühen <strong>und</strong> das Spannungsarmglühen.<br />
Angestrebt werden die im Folgenden<br />
aufgeführten Ziele:<br />
- Ausgleich von Kristallseigerungen,<br />
- feineres Ausgangsgefüge für ein nachfolgendes<br />
Vergüten,<br />
Bild 29: Temperaturlage <strong>der</strong> Wärmebehandlungsverfahren für unlegierten <strong>Stahlguss</strong> im<br />
Zustandschaubild Eisen - Kohlenstoff<br />
A1 - Umwandlungstemperatur Austenit - Perlit (Linie P - S)<br />
A3 - Umwandlungstemperatur Ferrit - Austenit (Linie G - S)<br />
- Senken des Risikos <strong>der</strong> Rissbildung<br />
beim thermischen Bearbeiten wie<br />
Brennschneiden o<strong>der</strong> Fugenhobeln,<br />
- Erleichtern des spanenden Vorbearbeitens,<br />
zum Beispiel zum Verringern<br />
<strong>der</strong> maßgebenden Wanddicken, damit<br />
das Durchvergüten begünstigt wird.<br />
5.2 Qualitätsbestimmendes<br />
Wärmebehandeln<br />
Die Art <strong>der</strong> qualitätsbestimmenden Wärmebehandlung<br />
ist in <strong>der</strong> Regel in Normen,<br />
normähnlichen Regelwerken <strong>und</strong>/o<strong>der</strong> K<strong>und</strong>envorschriften<br />
spezifiziert. Hierzu gehören<br />
beispielsweise das Normalglühen (Normalisieren),<br />
Härten, Vergüten <strong>und</strong> Spannungsarmglühen.<br />
Zur Gewährleistung <strong>der</strong> erwarteten<br />
Eigenschaften sind einige stahlgussspezifische<br />
Beson<strong>der</strong>heiten zu beachten,<br />
die sich im Wesentlichen aus <strong>der</strong> freien<br />
Gestaltungsmöglichkeit von <strong>Stahlguss</strong>stücken<br />
ergeben:<br />
• Die Gestalt des Gussstückes muss<br />
ein gegebenenfalls erfor<strong>der</strong>liches<br />
Abschrecken in einem Flüssigkeitsbad<br />
zulassen. Neben schroffen Wanddickenübergängen<br />
müssen auch<br />
schlecht zugängliche Innenräume beachtet<br />
werden.<br />
• Die angestrebten Eigenschaften können<br />
im Allgemeinen nur bis zu den in<br />
den Normen o<strong>der</strong> normähnlichen Regelwerken<br />
aufgeführten maßgeblichen<br />
Wanddicken erwartet werden.<br />
• Die vom Konstrukteur festgelegte<br />
Werkstoffsorte muss bezüglich <strong>der</strong> erwarteten<br />
Eigenschaften mit <strong>der</strong> maßgeblichen<br />
Wanddicke beziehungsweise<br />
mit <strong>der</strong> erreichbaren Abkühlgeschwindigkeit<br />
abgestimmt sein. Abgekühlt<br />
wird üblicherweise im Wassero<strong>der</strong><br />
Ölbad sowie an bewegter o<strong>der</strong><br />
ruhen<strong>der</strong> Luft.<br />
• Die Werkstoffspezifikation darf nicht<br />
überbestimmt sein, zum Beispiel durch<br />
zu enge Spannen bei den Wärmebehandlungstemperaturen<br />
bei gegebenen<br />
Mindestwerten für die mechanischen<br />
Eigenschaften.<br />
Die werkstofftechnischen Zielsetzungen für<br />
die wichtigsten Werkstoffgruppen lauten:<br />
• Feinkörniges Schwarz-Weiß-Gefüge<br />
(Ferrit-Perlit) bei un- bis niedriglegiertem<br />
<strong>Stahlguss</strong>, erzielt durch ein<br />
Normalglühen,<br />
• Möglichst 100 % Vergütungsgefüge<br />
(angelassener Martensit <strong>und</strong> unterer<br />
Bainit) bei niedrig- bis hochlegiertem<br />
Vergütungsstahlguss zum Gewähr-<br />
konstruieren + giessen 29 (2004) Nr. 1













