

Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
leisten des gewünschten Festigkeits-<br />
/Zähigkeits-Verhältnisses. Dazu sind<br />
mindestens zwei Wärmebehandlungsschritte<br />
erfor<strong>der</strong>lich: Härten <strong>und</strong><br />
Anlassen,<br />
• Möglichst ausscheidungsfreies austenitisches<br />
o<strong>der</strong> austenitisch-ferritisches<br />
Gefüge bei den umwandlungsfreien<br />
hochlegierten <strong>Stahlguss</strong>sorten,<br />
erreicht durch ein Lösungsglühen<br />
mit nachfolgendem Abschrecken,<br />
• Nach umfangreichem spanenden Bearbeiten<br />
kann unter Umständen ein<br />
Spannungsarmglühen empfehlenswert<br />
sein.<br />
5.3 Wärmebehandeln von<br />
Fertigungs- <strong>und</strong> Konstruktionsschweißungen<br />
Bei un-, mittel- <strong>und</strong> hochlegierten ferritischmartensitischen<br />
<strong>Stahlguss</strong>sorten wird üblicherweise<br />
nach dem Schweißen zum<br />
Härte- <strong>und</strong> Eigenspannungsausgleich ein<br />
weiteres Anlassglühen durchgeführt. Wenn<br />
dabei die Abkühlrate höchstens 25 °C/h<br />
beträgt, kann auf ein zusätzliches Spannungsarmglühen<br />
verzichtet werden.<br />
Bei ungleichen Werkstoffpaarungen, die<br />
unter an<strong>der</strong>em bei Konstruktionsschweißungen<br />
auftreten können, müssen die Glühtemperaturen<br />
werkstoffgerecht angepasst<br />
werden. Für bestimmte Anwendungsbereiche,<br />
wie beispielsweise warmfester<br />
<strong>Stahlguss</strong>, sind die entsprechenden Regelwerke<br />
zu beachten. Eine erneute qualitätsbestimmende<br />
Wärmebehandlung nach<br />
dem Schweißen ist nur in Ausnahmefällen<br />
üblich, wie beispielsweise bei Werkstoffen<br />
mit Son<strong>der</strong>eigenschaften (kaltzäh, hochkorrosionsbeständig).<br />
In diesen Fällen kann<br />
bei Fertigungsschweißungen <strong>der</strong> in den<br />
betreffenden Normen beschriebene Dokumentationsnachweis<br />
entfallen.<br />
5.4 Ausscheidungshärten<br />
Ein Ausscheidungshärten kann bei <strong>der</strong><br />
Verwendung von mikrolegiertem Vergütungsstahlguss<br />
sowie bei martensitischem,<br />
austenitischem <strong>und</strong> austenitischferritischem<br />
<strong>Stahlguss</strong>, <strong>der</strong> über Son<strong>der</strong>elemente<br />
wie Kupfer <strong>und</strong> Niob ausscheidungshärtbar<br />
ist, angewendet werden.<br />
Diese Son<strong>der</strong>elemente werden nach<br />
einem Lösungsglühen über eine weitere<br />
thermische Behandlung, üblicherweise im<br />
unteren Temperaturbereich des Anlassens,<br />
gezielt ausgeschieden <strong>und</strong> können so zu<br />
einer beachtlichen Festigkeitssteigerung<br />
bei vertretbarer Zähigkeitsmin<strong>der</strong>ung führen.<br />
Bei den hochlegierten korrosionsbeständigen<br />
<strong>Stahlguss</strong>sorten ist zusätzlich<br />
ein Abfall <strong>der</strong> Korrosionsbeständigkeit zu<br />
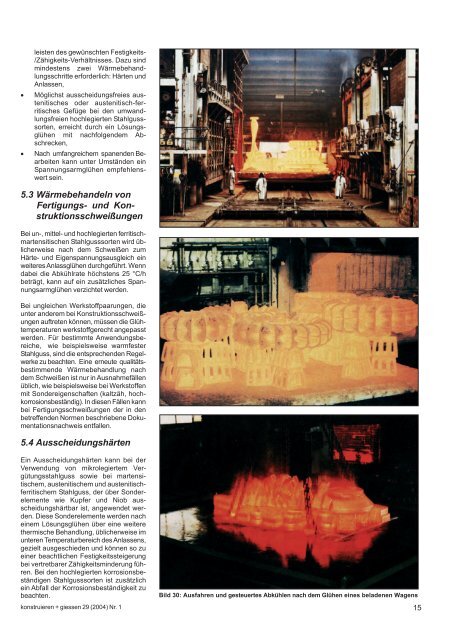
beachten. Bild 30: Ausfahren <strong>und</strong> gesteuertes Abkühlen nach dem Glühen eines beladenen Wagens<br />
konstruieren + giessen 29 (2004) Nr. 1<br />
15













