

Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Tabelle 32: Chemische Zusammensetzung (nach <strong>der</strong> Schmelzanalyse) <strong>der</strong> nichtmagetisiserbaren <strong>Stahlguss</strong>sorten nach SEW 395-87<br />
Im Gusszustand kann neben Carbid auch<br />
Ferrit vorliegen. Zum Erreichen eines<br />
zähen austenitischen Gefüges wird ein<br />
Lösungsglühen bei etwa 1050 °C mit nachfolgendem<br />
Abschrecken in Wasser vorgenommen.<br />
Aufgr<strong>und</strong> <strong>der</strong> hohen Duktilität von austenitischem<br />
Manganhartstahl ist in einer<br />
Reihe von Anwendungsfällen mit erheblichen<br />
Formän<strong>der</strong>ungen <strong>der</strong> Gussteile zu<br />
rechnen. Dem kann durch Absenken des<br />
Mangangehaltes sowie Zulegieren von<br />
Chrom <strong>und</strong>/o<strong>der</strong> Molybdän entgegengewirkt<br />
werden. Durch die Ausscheidung von<br />
Son<strong>der</strong>carbiden werden die Gleitebenen<br />
blockiert <strong>und</strong> die Formän<strong>der</strong>ung erschwert.<br />
Bei Anwendungsfällen mit vorwiegendem<br />
Reibverschleiß ist Manganhartstahl nicht<br />
geeignet.<br />
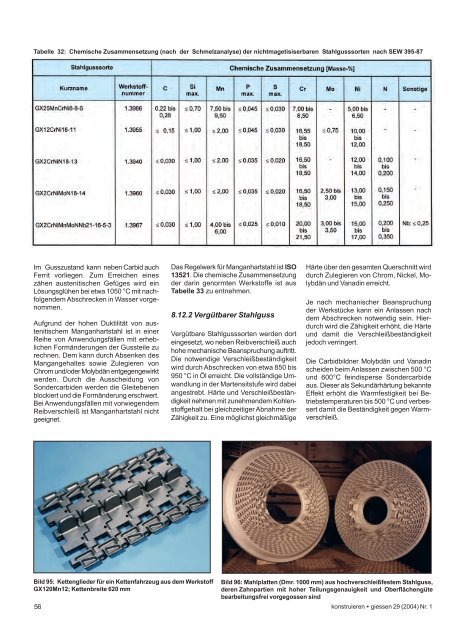
Bild 95: Kettenglie<strong>der</strong> für ein Kettenfahrzeug aus dem Werkstoff<br />
GX120Mn12; Kettenbreite 620 mm<br />
56<br />
Das Regelwerk für Manganhartstahl ist ISO<br />
13521. Die chemische Zusammensetzung<br />
<strong>der</strong> darin genormten Werkstoffe ist aus<br />
Tabelle 33 zu entnehmen.<br />
8.12.2 Vergütbarer <strong>Stahlguss</strong><br />
Vergütbare <strong>Stahlguss</strong>sorten werden dort<br />
eingesetzt, wo neben Reibverschleiß auch<br />
hohe mechanische Beanspruchung auftritt.<br />
Die notwendige Verschleißbeständigkeit<br />
wird durch Abschrecken von etwa 850 bis<br />
950 °C in Öl erreicht. Die vollständige Umwandlung<br />
in <strong>der</strong> Martensitstufe wird dabei<br />
angestrebt. Härte <strong>und</strong> Verschleißbeständigkeit<br />
nehmen mit zunehmendem Kohlenstoffgehalt<br />
bei gleichzeitiger Abnahme <strong>der</strong><br />
Zähigkeit zu. Eine möglichst gleichmäßige<br />
Härte über den gesamten Querschnitt wird<br />
durch Zulegieren von Chrom, Nickel, Molybdän<br />
<strong>und</strong> Vanadin erreicht.<br />
Je nach mechanischer Beanspruchung<br />
<strong>der</strong> Werkstücke kann ein Anlassen nach<br />
dem Abschrecken notwendig sein. Hierdurch<br />
wird die Zähigkeit erhöht, die Härte<br />
<strong>und</strong> damit die Verschleißbeständigkeit<br />
jedoch verringert.<br />
Die Carbidbildner Molybdän <strong>und</strong> Vanadin<br />
scheiden beim Anlassen zwischen 500 °C<br />
<strong>und</strong> 600°C feindisperse Son<strong>der</strong>carbide<br />
aus. Dieser als Sek<strong>und</strong>ärhärtung bekannte<br />
Effekt erhöht die Warmfestigkeit bei Betriebstemperaturen<br />
bis 500 °C <strong>und</strong> verbessert<br />
damit die Beständigkeit gegen Warmverschleiß.<br />
Bild 96: Mahlplatten (Dmr. 1000 mm) aus hochverschleißfestem <strong>Stahlguss</strong>,<br />
<strong>der</strong>en Zahnpartien mit hoher Teilungsgenauigkeit <strong>und</strong> Oberflächengüte<br />
bearbeitungsfrei vorgegossen sind<br />
konstruieren + giessen 29 (2004) Nr. 1













