

Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
7.3 Zerstörungsfreie Werkstoffprüfung<br />
Die zerstörungsfreien Prüfverfahren dienen<br />
dazu, die Beschaffenheit von <strong>Stahlguss</strong>stücken<br />
zu prüfen.<br />
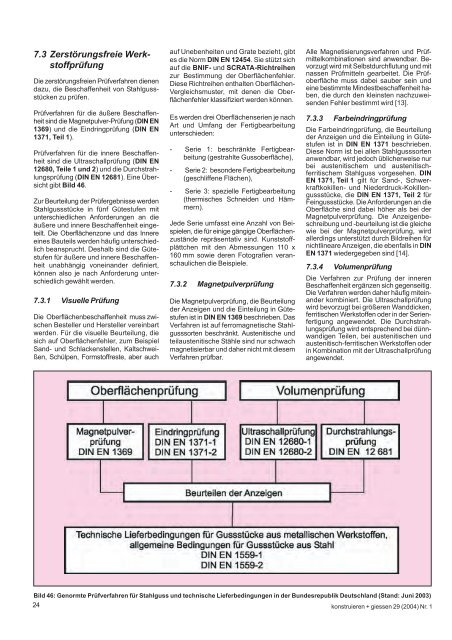
Prüfverfahren für die äußere Beschaffenheit<br />
sind die Magnetpulver-Prüfung (DIN EN<br />
1369) <strong>und</strong> die Eindringprüfung (DIN EN<br />
1371, Teil 1).<br />
Prüfverfahren für die innere Beschaffenheit<br />
sind die Ultraschallprüfung (DIN EN<br />
12680, Teile 1 <strong>und</strong> 2) <strong>und</strong> die Durchstrahlungsprüfung<br />
(DIN EN 12681). Eine Übersicht<br />
gibt Bild 46.<br />
Zur Beurteilung <strong>der</strong> Prüfergebnisse werden<br />
<strong>Stahlguss</strong>stücke in fünf Gütestufen mit<br />
unterschiedlichen Anfor<strong>der</strong>ungen an die<br />
äußere <strong>und</strong> innere Beschaffenheit eingeteilt.<br />
Die Oberflächenzone <strong>und</strong> das Innere<br />
eines Bauteils werden häufig unterschiedlich<br />
beansprucht. Deshalb sind die Gütestufen<br />
für äußere <strong>und</strong> innere Beschaffenheit<br />
unabhängig voneinan<strong>der</strong> definiert,<br />
können also je nach Anfor<strong>der</strong>ung unterschiedlich<br />
gewählt werden.<br />
7.3.1 Visuelle Prüfung<br />
Die Oberflächenbeschaffenheit muss zwischen<br />
Besteller <strong>und</strong> Hersteller vereinbart<br />
werden. Für die visuelle Beurteilung, die<br />
sich auf Oberflächenfehler, zum Beispiel<br />
Sand- <strong>und</strong> Schlackenstellen, Kaltschweißen,<br />
Schülpen, Formstoffreste, aber auch<br />
auf Unebenheiten <strong>und</strong> Grate bezieht, gibt<br />
es die Norm DIN EN 12454. Sie stützt sich<br />
auf die BNIF- <strong>und</strong> SCRATA-Richtreihen<br />
zur Bestimmung <strong>der</strong> Oberflächenfehler.<br />
Diese Richtreihen enthalten Oberflächen-<br />
Vergleichsmuster, mit denen die Oberflächenfehler<br />
klassifiziert werden können.<br />
Es werden drei Oberflächenserien je nach<br />
Art <strong>und</strong> Umfang <strong>der</strong> Fertigbearbeitung<br />
unterschieden:<br />
- Serie 1: beschränkte Fertigbearbeitung<br />
(gestrahlte Gussoberfläche),<br />
- Serie 2: beson<strong>der</strong>e Fertigbearbeitung<br />
(geschliffene Flächen),<br />
- Serie 3: spezielle Fertigbearbeitung<br />
(thermisches Schneiden <strong>und</strong> Hämmern).<br />
Jede Serie umfasst eine Anzahl von Beispielen,<br />
die für einige gängige Oberflächenzustände<br />
repräsentativ sind. Kunststoffplättchen<br />
mit den Abmessungen 110 x<br />
160 mm sowie <strong>der</strong>en Fotografien veranschaulichen<br />
die Beispiele.<br />
7.3.2 Magnetpulverprüfung<br />
Die Magnetpulverprüfung, die Beurteilung<br />
<strong>der</strong> Anzeigen <strong>und</strong> die Einteilung in Gütestufen<br />
ist in DIN EN 1369 beschrieben. Das<br />
Verfahren ist auf ferromagnetische <strong>Stahlguss</strong>sorten<br />
beschränkt. Austenitische <strong>und</strong><br />
teilaustenitische Stähle sind nur schwach<br />
magnetisierbar <strong>und</strong> daher nicht mit diesem<br />
Verfahren prüfbar.<br />
Alle Magnetisierungsverfahren <strong>und</strong> Prüfmittelkombinationen<br />
sind anwendbar. Bevorzugt<br />
wird mit Selbstdurchflutung <strong>und</strong> mit<br />
nassen Prüfmitteln gearbeitet. Die Prüfoberfläche<br />
muss dabei sauber sein <strong>und</strong><br />
eine bestimmte Mindestbeschaffenheit haben,<br />
die durch den kleinsten nachzuweisenden<br />
Fehler bestimmt wird [13].<br />
7.3.3 Farbeindringprüfung<br />
Die Farbeindringprüfung, die Beurteilung<br />
<strong>der</strong> Anzeigen <strong>und</strong> die Einteilung in Gütestufen<br />
ist in DIN EN 1371 beschrieben.<br />
Diese Norm ist bei allen <strong>Stahlguss</strong>sorten<br />
anwendbar, wird jedoch üblicherweise nur<br />
bei austenitischem <strong>und</strong> austenitischferritischem<br />
<strong>Stahlguss</strong> vorgesehen. DIN<br />
EN 1371, Teil 1 gilt für Sand-, Schwerkraftkokillen-<br />
<strong>und</strong> Nie<strong>der</strong>druck-Kokillengussstücke,<br />
die DIN EN 1371, Teil 2 für<br />
Feingussstücke. Die Anfor<strong>der</strong>ungen an die<br />
Oberfläche sind dabei höher als bei <strong>der</strong><br />
Magnetpulverprüfung. Die Anzeigenbeschreibung<br />
<strong>und</strong> -beurteilung ist die gleiche<br />
wie bei <strong>der</strong> Magnetpulverprüfung, wird<br />
allerdings unterstützt durch Bildreihen für<br />
nichtlineare Anzeigen, die ebenfalls in DIN<br />
EN 1371 wie<strong>der</strong>gegeben sind [14].<br />
7.3.4 Volumenprüfung<br />
Die Verfahren zur Prüfung <strong>der</strong> inneren<br />
Beschaffenheit ergänzen sich gegenseitig.<br />
Die Verfahren werden daher häufig miteinan<strong>der</strong><br />
kombiniert. Die Ultraschallprüfung<br />
wird bevorzugt bei größeren Wanddicken,<br />
ferritischen Werkstoffen o<strong>der</strong> in <strong>der</strong> Serienfertigung<br />
angewendet. Die Durchstrahlungsprüfung<br />
wird entsprechend bei dünnwandigen<br />
Teilen, bei austenitischen <strong>und</strong><br />
austenitisch-ferritischen Werkstoffen o<strong>der</strong><br />
in Kombination mit <strong>der</strong> Ultraschallprüfung<br />
angewendet.<br />
Bild 46: Genormte Prüfverfahren für <strong>Stahlguss</strong> <strong>und</strong> technische Lieferbedingungen in <strong>der</strong> B<strong>und</strong>esrepublik Deutschland (Stand: Juni 2003)<br />
24<br />
konstruieren + giessen 29 (2004) Nr. 1













