

Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...
Stahlguss - Konstruieren und Gießen - Bundesverband der ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Härtbarkeit. Die geschweißte Stelle kühlt<br />
schnell ab, sobald die Energiequelle einmal<br />
entfernt wird, <strong>und</strong> die Schweißnaht <strong>und</strong> ein<br />
Teil <strong>der</strong> wärmebeeinflussten Zone werden<br />
gehärtet. Diese Umwandlung führt zu Spannungen,<br />
da die geschweißte Zone durch<br />
das umliegende kalte Gefüge eingezwängt<br />
ist. Daher können Risse entstehen, <strong>und</strong><br />
große Vorsicht ist geboten, um diese zu<br />
vermeiden.<br />
Werkzeugstähle werden hauptsächlich im<br />
geglühten o<strong>der</strong> vergüteten Zustand geliefert.<br />
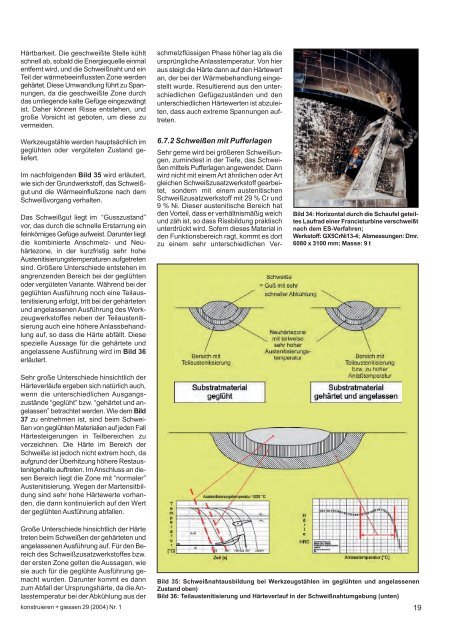
Im nachfolgenden Bild 35 wird erläutert,<br />
wie sich <strong>der</strong> Gr<strong>und</strong>werkstoff, das Schweißgut<br />
<strong>und</strong> die Wärmeeinflußzone nach dem<br />
Schweißvorgang verhalten.<br />
Das Schweißgut liegt im “Gusszustand”<br />
vor, das durch die schnelle Erstarrung ein<br />
feinkörniges Gefüge aufweist. Darunter liegt<br />
die kombinierte Anschmelz- <strong>und</strong> Neuhärtezone,<br />
in <strong>der</strong> kurzfristig sehr hohe<br />
Austenitisierungstemperaturen aufgetreten<br />
sind. Größere Unterschiede entstehen im<br />
angrenzenden Bereich bei <strong>der</strong> geglühten<br />
o<strong>der</strong> vergüteten Variante. Während bei <strong>der</strong><br />
geglühten Ausführung noch eine Teilaustenitisierung<br />
erfolgt, tritt bei <strong>der</strong> gehärteten<br />
<strong>und</strong> angelassenen Ausführung des Werkzeugwerkstoffes<br />
neben <strong>der</strong> Teilaustenitisierung<br />
auch eine höhere Anlassbehandlung<br />
auf, so dass die Härte abfällt. Diese<br />
spezielle Aussage für die gehärtete <strong>und</strong><br />
angelassene Ausführung wird im Bild 36<br />
erläutert.<br />
Sehr große Unterschiede hinsichtlich <strong>der</strong><br />
Härteverläufe ergeben sich natürlich auch,<br />
wenn die unterschiedlichen Ausgangszustände<br />
“geglüht” bzw. “gehärtet <strong>und</strong> angelassen”<br />
betrachtet werden. Wie dem Bild<br />
37 zu entnehmen ist, sind beim Schweißen<br />
von geglühten Materialien auf jeden Fall<br />
Härtesteigerungen in Teilbereichen zu<br />
verzeichnen. Die Härte im Bereich <strong>der</strong><br />
Schweißeist jedoch nicht extrem hoch, da<br />
aufgr<strong>und</strong> <strong>der</strong> Überhitzung höhere Restaustenitgehalte<br />
auftreten. Im Anschluss an diesen<br />
Bereich liegt die Zone mit “normaler”<br />
Austenitisierung. Wegen <strong>der</strong> Martensitbildung<br />
sind sehr hohe Härtewerte vorhanden,<br />
die dann kontinuierlich auf den Wert<br />
<strong>der</strong> geglühten Ausführung abfallen.<br />
Große Unterschiede hinsichtlich <strong>der</strong> Härte<br />
treten beim Schweißen <strong>der</strong> gehärteten <strong>und</strong><br />
angelassenen Ausführung auf. Für den Bereich<br />
des Schweißzusatzwerkstoffes bzw.<br />
<strong>der</strong> ersten Zone gelten die Aussagen, wie<br />
sie auch für die geglühte Ausführung gemacht<br />
wurden. Darunter kommt es dann<br />
zum Abfall <strong>der</strong> Ursprungshärte, da die Anlasstemperatur<br />
bei <strong>der</strong> Abkühlung aus <strong>der</strong><br />
konstruieren + giessen 29 (2004) Nr. 1<br />
schmelzflüssigen Phase höher lag als die<br />
ursprüngliche Anlasstemperatur. Von hier<br />
aus steigt die Härte dann auf den Härtewert<br />
an, <strong>der</strong> bei <strong>der</strong> Wärmebehandlung eingestellt<br />
wurde. Resultierend aus den unterschiedlichen<br />
Gefügezuständen <strong>und</strong> den<br />
unterschiedlichen Härtewerten ist abzuleiten,<br />
dass auch extreme Spannungen auftreten.<br />
6.7.2 Schweißen mit Pufferlagen<br />
Sehr gerne wird bei größeren Schweißungen,<br />
zumindest in <strong>der</strong> Tiefe, das Schweißen<br />
mittels Pufferlagen angewendet. Dann<br />
wird nicht mit einem Art ähnlichen o<strong>der</strong> Art<br />
gleichen Schweißzusatzwerkstoff gearbeitet,<br />
son<strong>der</strong>n mit einem austenitischen<br />
Schweißzusatzwerkstoff mit 29 % Cr <strong>und</strong><br />
9 % Ni. Dieser austenitische Bereich hat<br />
den Vorteil, dass er verhältnismäßig weich<br />
<strong>und</strong> zäh ist, so dass Rissbildung praktisch<br />
unterdrückt wird. Sofern dieses Material in<br />
den Funktionsbereich ragt, kommt es dort<br />
zu einem sehr unterschiedlichen Ver-<br />
Bild 34: Horizontal durch die Schaufel geteiltes<br />
Laufrad einer Francisturbine verschweißt<br />
nach dem ES-Verfahren;<br />
Werkstoff: GX5CrNi13-4; Abmessungen: Dmr.<br />
6080 x 3100 mm; Masse: 9 t<br />
Bild 35: Schweißnahtausbildung bei Werkzeugstählen im geglühten <strong>und</strong> angelassenen<br />
Zustand oben)<br />
Bild 36: Teilaustenitisierung <strong>und</strong> Härteverlauf in <strong>der</strong> Schweißnahtumgebung (unten)<br />
19













