- Seite 1 und 2:
www.pamline.de SAINT-GOBAIN PAM DEU
- Seite 3:
INHALT Wasser-Systemtechnik aus duk
- Seite 6 und 7:
Die DVGW-Schadensstatistiken belege
- Seite 8 und 9:
Wasser-Systemtechnik BLUTOP Mit BLU
- Seite 10 und 11:
Wasser-Systemtechnik PE-U und PUX P
- Seite 12 und 13:
Wasser - Systemtechnik aus duktilem
- Seite 14 und 15:
Wasser - Systemtechnik aus duktilem
- Seite 16 und 17:
Wasser - Systemtechnik aus duktilem
- Seite 18 und 19:
2 Inhalt Seite Werkstoff - Beschich
- Seite 20 und 21:
Werkstoffkennwerte Werkstoff - Besc
- Seite 22 und 23:
Werkstoff - Beschichtungen - Qualit
- Seite 24 und 25:
Werkstoff - Beschichtungen - Qualit
- Seite 26 und 27:
Werkstoff - Beschichtungen - Qualit
- Seite 28 und 29:
Umweltmanagementsystem Werkstoff -
- Seite 30 und 31:
3 Inhalt Seite Rohre und Formstück
- Seite 32 und 33:
Rohre und Formstücke BLUTOP Serie
- Seite 34 und 35:
Rohre und Formstücke BLUTOP Serie
- Seite 36 und 37:
Rohre und Formstücke BLUTOP Serie
- Seite 38 und 39:
Rohre und Formstücke BLUTOP Serie
- Seite 40 und 41:
Rohre und Formstücke BLUTOP Serie
- Seite 42 und 43:
Rohre und Formstücke BLUTOP Serie
- Seite 44 und 45:
Rohre und Formstücke BLUTOP Serie
- Seite 46 und 47:
Rohre und Formstücke BLUTOP Serie
- Seite 48 und 49:
4 Inhalt Rohre Serie DN Druckklasse
- Seite 50 und 51:
Rohre der Serie DN Druckklassen und
- Seite 52 und 53:
Rohre der Serie DN NATURAL UNIVERSA
- Seite 54 und 55:
Rohre der Serie DN Zinküberzug und
- Seite 56 und 57:
Rohre der Serie DN PE-U / PUX Sonde
- Seite 58 und 59:
Rohre der Serie DN WKG SB Wärmekom
- Seite 60 und 61:
FF, F Rohre der Serie DN Flanschenr
- Seite 62 und 63:
Formstücke der Serie DN Überschie
- Seite 64 und 65:
Formstücke der Serie DN Doppelmuff
- Seite 66 und 67:
Formstücke der Serie DN Doppelmuff
- Seite 68 und 69:
Formstücke der Serie DN Doppelmuff
- Seite 70 und 71:
Formstücke der Serie DN Doppelmuff
- Seite 72 und 73:
Formstücke der Serie DN Doppelmuff
- Seite 74 und 75:
Formstücke der Serie DN Doppelmuff
- Seite 76 und 77:
Formstücke der Serie DN Doppelmuff
- Seite 78 und 79:
Formstücke der Serie DN Doppelmuff
- Seite 80 und 81:
Formstücke der Serie DN Muffenpass
- Seite 82 und 83:
Formstücke der Serie DN Muffenvers
- Seite 84 und 85:
Formstücke der Serie DN Doppelmuff
- Seite 86 und 87:
Formstücke der Serie DN Flanschmuf
- Seite 88 und 89:
Formstücke der Serie DN Hydranten
- Seite 90 und 91:
Formstücke der Serie DN Doppelmuff
- Seite 92 und 93:
Formstücke der Serie DN Doppelmuff
- Seite 94 und 95:
Formstücke der Serie DN Muffenstü
- Seite 96 und 97:
Formstücke der Serie DN Flanschbog
- Seite 98 und 99:
Formstücke der Serie DN Flanschbog
- Seite 100 und 101:
Formstücke der Serie DN Flanschbog
- Seite 102 und 103:
Formstücke der Serie DN Flanschst
- Seite 104 und 105:
Formstücke der Serie DN Flanschst
- Seite 106 und 107:
Formstücke der Serie DN Flanschst
- Seite 108 und 109:
Formstücke der Serie DN Flanschst
- Seite 110 und 111:
Formstücke der Serie DN Kreuzstüc
- Seite 112 und 113:
Formstücke der Serie DN Flanschüb
- Seite 114 und 115:
Formstücke der Serie DN Flanschüb
- Seite 116 und 117:
Formstücke der Serie DN Reduzierfl
- Seite 118 und 119:
Formstücke der Serie DN Überlaufm
- Seite 120 und 121:
6 Inhalt Seite Formstücke KAMELEO
- Seite 122 und 123:
Formstücke KAMELEO Verbindungs-Kit
- Seite 124 und 125:
Formstücke KAMELEO Grundkörper un
- Seite 126 und 127:
7 Inhalt Seite Armaturen Absperrarm
- Seite 128 und 129:
Armaturen Regelarmaturen Große Reg
- Seite 130 und 131:
Inhalt Seite Verbindungen Muffenver
- Seite 132 und 133:
Verbindungen Steckmuffe STANDARD Mu
- Seite 134 und 135:
Verbindungen Stopfbuchsenmuffe EXPR
- Seite 136 und 137:
Verbindungen STANDARD Vi Längskraf
- Seite 138 und 139:
Verbindungen UNIVERSAL Vi Längskra
- Seite 140 und 141:
UNIVERSAL Ve Verbindungen Längskra
- Seite 142 und 143:
Verbindungen EXPRESS Vi spezial Lä
- Seite 144 und 145:
Verbindungen WKG WF Wärmekompensie
- Seite 146 und 147:
Verbindungen Festflansche PN 16 Fla
- Seite 148 und 149:
Verbindungen Festflansche PN 40 Fla
- Seite 150 und 151:
Verbindungen Losflansche PN 16 Flan
- Seite 152 und 153:
Verbindungen Losflansche PN 40 Flan
- Seite 154 und 155:
Verbindungsteile Pass- und Ausbaust
- Seite 156 und 157:
Verbindungsteile Sparflansch Quick
- Seite 158 und 159:
Verbindungsteile Großbereichsflans
- Seite 160 und 161: Zubehör Schutzmanschette ZMU Schut
- Seite 162 und 163: Zubehör PE-Folienumhüllung Polyet
- Seite 164 und 165: Zubehör Diffusionsschutz für Muff
- Seite 166 und 167: Planungs-Hinweise Absperrungen Absp
- Seite 168 und 169: Planungs-Hinweise Entleerungen Entl
- Seite 170 und 171: Planungs-Hinweise Be- u. Entlüftun
- Seite 172 und 173: Planungs-Hinweise Hydranten Hydrant
- Seite 174 und 175: Planungs-Hinweise WKG Anwendung 10
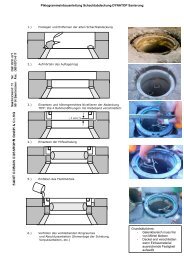
- Seite 176 und 177: Planungs-Hinweise WKG Abdichtung de
- Seite 178 und 179: Planungs-Hinweise WKG Einbaubeispie
- Seite 180 und 181: Planungs-Hinweise Betonwiderlager B
- Seite 182 und 183: Planungs-Hinweise Betonwiderlager B
- Seite 184 und 185: Planungs-Hinweise Betonwiderlager B
- Seite 186 und 187: Planungs-Hinweise Betonwiderlager B
- Seite 188 und 189: Planungs-Hinweise Längskraftschlü
- Seite 190 und 191: Planungs-Hinweise Längskraftschlü
- Seite 192 und 193: Planungs-Hinweise Längskraftschlü
- Seite 194 und 195: Planungshinweise Längskraftschlüs
- Seite 196 und 197: Planungs-Hinweise Hydraulische Bere
- Seite 198 und 199: Planungs-Hinweise Druckverlust-Tabe
- Seite 200 und 201: Planungs-Hinweise Sinnbilder für R
- Seite 202 und 203: Planungs-Hinweise Kurzzeichen Bezei
- Seite 204 und 205: Einbautechnik Rohrbettung Leitungs-
- Seite 206 und 207: Einbautechnik Trennen Kürzen von R
- Seite 208 und 209: Einbautechnik Trennen Toleranzen de
- Seite 212 und 213: Einbautechnik Schweißen Anschweiß
- Seite 214 und 215: Einbautechnik Runden Runden von Roh
- Seite 216 und 217: Einbautechnik Reparatur der Zementm
- Seite 218 und 219: Einbautechnik Steckmuffenverbindung
- Seite 220 und 221: Einbautechnik Steckmuffenverbindung
- Seite 222 und 223: Einbautechnik Steckmuffenverbindung
- Seite 224 und 225: Einbautechnik Steckmuffenverbindung
- Seite 226 und 227: Einbautechnik Steckmuffenverbindung
- Seite 228 und 229: Einbautechnik Steckmuffenverbindung
- Seite 230 und 231: Einbautechnik Steckmuffenverbindung
- Seite 232 und 233: Einbautechnik 11 11.30 SAINT-GOBAIN
- Seite 234 und 235: Einbautechnik Schraubmuffenverbindu
- Seite 236 und 237: Einbautechnik Schraubmuffenverbindu
- Seite 238 und 239: Einbautechnik längskraftschlüssig
- Seite 240 und 241: Einbautechnik längskraftschlüssig
- Seite 242 und 243: Einbautechnik längskraftschlüssig
- Seite 244 und 245: Einbautechnik längskraftschlüssig
- Seite 246 und 247: Einbautechnik längskraftschlüssig
- Seite 248 und 249: Einbautechnik längskraftschlüssig
- Seite 250 und 251: Einbautechnik längskraftschlüssig
- Seite 252 und 253: Einbautechnik längskraftschlüssig
- Seite 254 und 255: Einbautechnik 11 11.52 SAINT-GOBAIN
- Seite 256 und 257: Einbautechnik längskraftschlüssig
- Seite 258 und 259: Einbautechnik längskraftschlüssig
- Seite 260 und 261:
Einbautechnik Stopfbuchsenmuffenver
- Seite 262 und 263:
Einbautechnik Stopfbuchsenmuffenver
- Seite 264 und 265:
Einbautechnik Flanschenverbindung F
- Seite 266 und 267:
Einbautechnik Gussrohre mit Zementm
- Seite 268 und 269:
Einbautechnik Gussrohre mit Zementm
- Seite 270 und 271:
Einbautechnik Gussrohre mit Zementm
- Seite 272 und 273:
Einbautechnik Gussrohre mit Zementm
- Seite 274 und 275:
Einbautechnik Gussrohre mit Polyeth
- Seite 276 und 277:
Einbautechnik Gussrohre mit Polyeth
- Seite 278 und 279:
Einbautechnik Gussrohre mit Polyeth
- Seite 280 und 281:
Einbautechnik Gussrohre mit Polyeth
- Seite 282 und 283:
Einbautechnik Gussrohre mit Polyure
- Seite 284 und 285:
Einbautechnik Gussrohre mit Polyure
- Seite 286 und 287:
Einbautechnik 11 11.84 SAINT-GOBAIN
- Seite 288 und 289:
Einbautechnik Gussrohre mit PE-Foli
- Seite 290 und 291:
Einbautechnik Gussrohre mit PE-Foli
- Seite 292 und 293:
Einbautechnik Gussrohre mit PE-Foli
- Seite 294 und 295:
Einbautechnik Wärmekompensierende
- Seite 296 und 297:
Einbautechnik Wärmekompensierende
- Seite 298 und 299:
Einbautechnik Grabenloser Einbau Ho
- Seite 300 und 301:
Einbautechnik Grabenlose Einbau Rak
- Seite 302 und 303:
Inhalt Seite Desinfektion Inbetrieb
- Seite 304 und 305:
Desinfektion Desinfektion von Trink
- Seite 306 und 307:
Desinfektion Desinfektion von Trink
- Seite 308 und 309:
Desinfektion Desinfektion von Trink
- Seite 310 und 311:
Inhalt Seite Druckprüfung Übersic
- Seite 312 und 313:
Druckprüfung Übersicht über die
- Seite 314 und 315:
Druckprüfung Übersicht über die
- Seite 316 und 317:
Druckprüfung Übersicht über die
- Seite 318 und 319:
Druckprüfung Durchführung der Dru
- Seite 320 und 321:
Druckprüfung Durchführung der Dru
- Seite 322 und 323:
Druckprüfung R ∆V zul. = 0,1 ×
- Seite 324 und 325:
Druckprüfung Durchführung der Dru
- Seite 326 und 327:
Druckprüfung Durchführung der Dru
- Seite 328 und 329:
Inhalt Transport und Lagerung Seite
- Seite 330 und 331:
Transport und Lagerung Bündelung d
- Seite 332 und 333:
Transport und Lagerung Lagerung der
- Seite 334 und 335:
Transport und Lagerung Lagerung der
- Seite 336:
www.pamline.de SAINT-GOBAIN PAM DEU