

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
T/EXP<br />
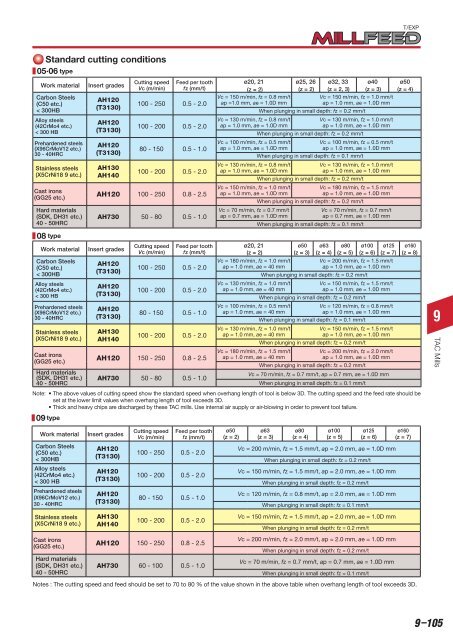
Standard cutting conditions<br />
05·06 type<br />
09<br />
Work material<br />
Carbon Steels<br />
(C50 etc.)<br />
< 300HB<br />
Alloy steels<br />
(42CrMo4 etc.)<br />
< 300 HB<br />
Prehardened steels<br />
(X96CrMoV12 etc.)<br />
30 - 40HRC<br />
Stainless steels<br />
(X5CrNi18 9 etc.)<br />
Cast irons<br />
(GG25 etc.)<br />
Hard materials<br />
(SDK, DH31 etc.)<br />
40 - 50HRC<br />
08<br />
type<br />
Work material<br />
Carbon Steels<br />
(C50 etc.)<br />
< 300HB<br />
Alloy steels<br />
(42CrMo4 etc.)<br />
< 300 HB<br />
Prehardened steels<br />
(X96CrMoV12 etc.)<br />
30 - 40HRC<br />
Stainless steels<br />
(X5CrNi18 9 etc.)<br />
Cast irons<br />
(GG25 etc.)<br />
Hard materials<br />
(SDK, DH31 etc.)<br />
40 - 50HRC<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH130<br />
AH140<br />
100 - 250 0.5 - 2.0<br />
100 - 200 0.5 - 2.0<br />
80 - 150 0.5 - 1.0<br />
100 - 200 0.5 - 2.0<br />
AH120 100 - 250 0.8 - 2.5<br />
AH730 50 - 80 0.5 - 1.0<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH130<br />
AH140<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH120<br />
(T3130)<br />
AH130<br />
AH140<br />
100 - 250 0.5 - 2.0<br />
100 - 200 0.5 - 2.0<br />
80 - 150 0.5 - 1.0<br />
100 - 200 0.5 - 2.0<br />
AH120 150 - 250 0.8 - 2.5<br />
AH730 50 - 80 0.5 - 1.0<br />
100 - 250 0.5 - 2.0<br />
100 - 200 0.5 - 2.0<br />
80 - 150 0.5 - 1.0<br />
100 - 200 0.5 - 2.0<br />
AH120 150 - 250 0.8 - 2.5<br />
AH730 60 - 100 0.5 - 1.0<br />
ø20, 21 ø25, 26 ø32, 33 ø40 ø50<br />
(z = 2)<br />
(z = 2) (z = 2, 3) (z = 3) (z = 4)<br />
Vc = 150 m/min, fz = 0.8 mm/t<br />
Vc = 150 m/min, fz = 1.0 mm/t<br />
ap =1.0 mm, ae = 1.0D mm<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 130 m/min, fz = 0.8 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 100 m/min, fz = 0.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 130 m/min, fz = 0.8 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 150 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 70 m/min, fz = 0.7 mm/t<br />
ap = 0.7 mm, ae = 1.0D mm<br />
Vc = 130 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 100 m/min, fz = 0.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 130 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 180 m/min, fz = 1.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
Vc = 70 m/min, fz = 0.7 mm/t<br />
ap = 0.7 mm, ae = 1.0D mm<br />
ø20, 21 ø50 ø63 ø80 ø100 ø125 ø160<br />
(z = 2) (z = 3) (z = 4) (z = 5) (z = 6) (z = 7) (z = 8)<br />
Vc = 180 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 40 mm<br />
Vc = 130 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 40 mm<br />
Vc = 100 m/min, fz = 0.5 mm/t<br />
ap = 1.0 mm, ae = 40 mm<br />
Vc = 130 m/min, fz = 1.0 mm/t<br />
ap = 1.0 mm, ae = 40 mm<br />
Vc = 180 m/min, fz = 1.5 mm/t<br />
ap = 1.0 mm, ae = 40 mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
When plunging in small depth: fz = 0.2 mm/t<br />
When plunging in small depth: fz = 0.1 mm/t<br />
When plunging in small depth: fz = 0.2 mm/t<br />
When plunging in small depth: fz = 0.2 mm/t<br />
When plunging in small depth: fz = 0.1 mm/t<br />
Vc = 200 m/min, fz = 1.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 150 m/min, fz = 1.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 120 m/min, fz = 0.8 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.1 mm/t<br />
Vc = 150 m/min, fz = 1.5 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 200 m/min, fz = 2.0 mm/t<br />
ap = 1.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 70 m/min, fz = 0.7 mm/t, ap = 0.7 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.1 mm/t<br />
Note: • The above values of cutting speed show the standard speed when overhang length of tool is below 3D. The cutting speed and the feed rate should be<br />
set at the lower limit values when overhang length of tool exceeds 3D.<br />
• Thick and heavy chips are discharged by these TAC mills. Use internal air supply or air-blowing in order to prevent tool failure.<br />
type<br />
Work material<br />
Carbon Steels<br />
(C50 etc.)<br />
< 300HB<br />
Alloy steels<br />
(42CrMo4 etc.)<br />
< 300 HB<br />
Prehardened steels<br />
(X96CrMoV12 etc.)<br />
30 - 40HRC<br />
Stainless steels<br />
(X5CrNi18 9 etc.)<br />
Cast irons<br />
(GG25 etc.)<br />
Hard materials<br />
(SDK, DH31 etc.)<br />
40 - 50HRC<br />
Insert grades<br />
Insert grades<br />
Insert grades<br />
Cutting speed<br />
Vc (m/min)<br />
Cutting speed<br />
Vc (m/min)<br />
Cutting speed<br />
Vc (m/min)<br />
Feed per tooth<br />
fz (mm/t)<br />
Feed per tooth<br />
fz (mm/t)<br />
Feed per tooth<br />
fz (mm/t)<br />
ø50 ø63 ø80 ø100 ø125 ø160<br />
(z = 2) (z = 3) (z = 4) (z = 5) (z = 6) (z = 7)<br />
Vc = 200 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 150 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 120 m/min, fz = 0.8 mm/t, ap = 2.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.1 mm/t<br />
Vc = 150 m/min, fz = 1.5 mm/t, ap = 2.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 200 m/min, fz = 2.0 mm/t, ap = 2.0 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.2 mm/t<br />
Vc = 70 m/min, fz = 0.7 mm/t, ap = 0.7 mm, ae = 1.0D mm<br />
When plunging in small depth: fz = 0.1 mm/t<br />
Notes : The cutting speed and feed should be set to 70 to 80 % of the value shown in the above table when overhang length of tool exceeds 3D.<br />
9<br />
TAC Mills<br />
9–105













