

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
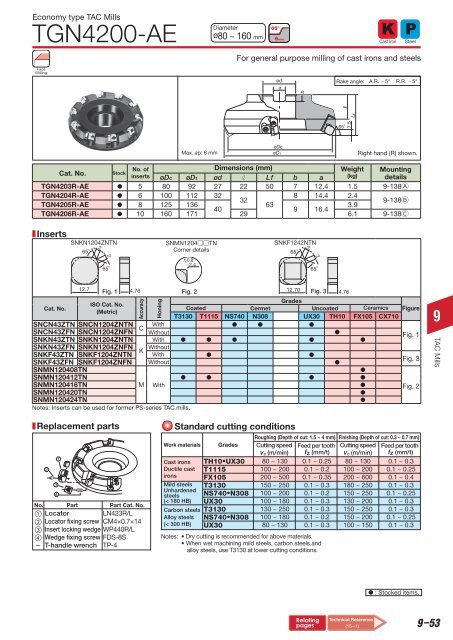
Economy type TAC Mills<br />
TGN4200-AE<br />
Diameter<br />
ø80 ~ 160mm<br />
65°<br />
6mm<br />
Cast Iron Steel<br />
For general purpose milling of cast irons and steels<br />
Face<br />
Milling<br />
ød<br />
a<br />
b<br />
Rake angle:<br />
A.R. 5° R.R. 5°<br />
Lf<br />
R<br />
65˚<br />
7.5<br />
Max. ap: 6 mm<br />
øDc<br />
øD1<br />
Right hand (R) shown.<br />
No. of<br />
Dimensions (mm)<br />
Weight Mounting<br />
Cat. No.<br />
Stock<br />
inserts øDc øD1 ød r Lf b a (kg) details<br />
TGN4203R-AE 5 80 92 27 22 50 7 12.4 1.5 9-138A<br />
TGN4204R-AE 6 100 112 32<br />
8 14.4 2.4<br />
32<br />
9-138B<br />
TGN4205R-AE 8 125 136<br />
63<br />
3.9<br />
40 9 16.4<br />
TGN4206R-AE 10 160 171 29 6.1 9-138C<br />
Inserts<br />
SNKN1204ZNTN SNMN1204TN SNKF1242NTN<br />
65˚<br />
Corner details<br />
65˚<br />
2<br />
2<br />
65˚<br />
r ε0.8<br />
~2.4<br />
2<br />
2<br />
65˚<br />
12.7<br />
Fig. 1 4.76 Fig. 2 12.70 Fig. 3 4.76<br />
Cat. No.<br />
Grades<br />
ISO Cat. No.<br />
Coated Cermet Uncoated Ceramics<br />
(Metric)<br />
T3130 T1115 NS740 N308 UX30 TH10 FX105 CX710<br />
Figure<br />
SNCN43ZTN SNCN1204ZNTN With<br />
<br />
C<br />
SNCN43ZFN SNCN1204ZNFN Without<br />
<br />
SNKN43ZTN SNKN1204ZNTN With <br />
Fig. 1<br />
K<br />
SNKF43ZTN SNKF1204ZNTN With<br />
<br />
Fig. 3<br />
SNKF43ZFN SNKF1204ZNFN Without<br />
<br />
SNKN43ZFN SNKN1204ZNFN Without<br />
SNMN120408TN<br />
<br />
SNMN120412TN <br />
SNMN120416TN<br />
M With<br />
<br />
SNMN120420TN<br />
<br />
Fig. 2<br />
SNMN120424TN<br />
<br />
Notes: Inserts can be used for former PS-series TAC mills.<br />
Accuracy<br />
Honing<br />
9<br />
TAC Mills<br />
Replacement parts<br />
2<br />
3<br />
4<br />
1<br />
No. Part Part Cat. No.<br />
Locator<br />
Locator fixing screw<br />
LN423R/L<br />
CM4×0.7×14<br />
Insert locking wedge WP440R/L<br />
Wedge fixing screw FDS-8S<br />
- T-handle wrench TP-4<br />
Standard cutting conditions<br />
Work materials<br />
Cast irons<br />
Ductile cast<br />
irons<br />
Mild steels<br />
Unhardened<br />
steels<br />
(< 180 HB)<br />
Carbon steels<br />
Alloy steels<br />
(< 300 HB)<br />
Grades<br />
TH10•UX30<br />
T1115<br />
FX105<br />
T3130<br />
NS740•N308<br />
UX30<br />
T3130<br />
NS740•N308<br />
UX30<br />
Notes: • Dry cutting is recommended for above materials.<br />
• When wet machining mild steels, carbon steels and<br />
alloy steels, use T3130 at lower cutting conditions.<br />
Roughing (Depth of cut: 1.5 ~ 4 mm) Finishing (Depth of cut: 0.3 ~ 0.7 mm)<br />
Cutting speed Feed per tooth Cutting speed Feed per tooth<br />
v c (m/min) fz (mm/t) v c (m/min) fz (mm/t)<br />
80 ~ 130 0.1 ~ 0.25 80 ~ 130 0.1 ~ 0.3<br />
100 ~ 200 0.1 ~ 0.2 100 ~ 200 0.1 ~ 0.25<br />
200 ~ 500 0.1 ~ 0.35 200 ~ 600 0.1 ~ 0.4<br />
150 ~ 250 0.1 ~ 0.3 180 ~ 250 0.1 ~ 0.3<br />
100 ~ 200 0.1 ~ 0.2 150 ~ 250 0.1 ~ 0.25<br />
100 ~ 180 0.1 ~ 0.3 130 ~ 200 0.1 ~ 0.3<br />
130 ~ 250 0.1 ~ 0.3 150 ~ 250 0.1 ~ 0.3<br />
100 ~ 180 0.1 ~ 0.2 150 ~ 200 0.1 ~ 0.25<br />
80 ~ 130 0.1 ~ 0.3 100 ~ 150 0.1 ~ 0.3<br />
: Stocked items.<br />
<br />
<br />
Technical Reference<br />
(15-1)<br />
9–53













