

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
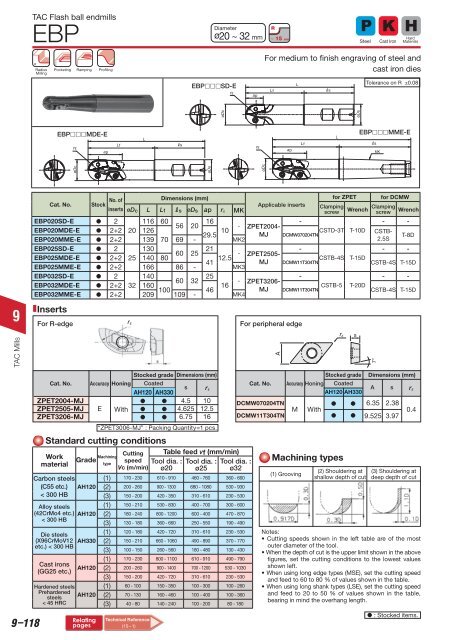
TAC Flash ball endmills<br />
EBP<br />
R<br />
Radius<br />
Milling<br />
Pocketing Ramping Profiling<br />
Diameter<br />
EBPSD-E<br />
ø20 ~ 32 mm<br />
rε<br />
ap<br />
R<br />
~ 15 mm<br />
Lf<br />
Rs<br />
Steel<br />
Cast Iron<br />
Hard<br />
Materials<br />
For medium to finish engraving of steel and<br />
cast iron dies<br />
Tolerance on R ±0.08<br />
rε<br />
ap<br />
Lf<br />
Rs<br />
øDc<br />
øDs<br />
øDc<br />
øDc<br />
øDs<br />
EBPMDE-E<br />
EBPMME-E<br />
rε<br />
ap<br />
Lf<br />
Rs<br />
9<br />
TAC Mills<br />
Cat. No.<br />
øDc L Lf Rs øDs ap r ε<br />
EBP020SD-E 2 116 60 16<br />
-<br />
- -<br />
56 20 - ZPET2004-<br />
EBP020MDE-E 2+2 20 126<br />
10<br />
CSTD-3T T-10D CSTB-<br />
29.5 MJ DCMW070204TN<br />
T-8D<br />
EBP020MME-E 2+2 139 70 69 - MK2<br />
2.5S<br />
EBP025SD-E 2 130<br />
60 25 21 25<br />
12.5 - ZPET2505- -<br />
- -<br />
EBP025MDE-E 2+2 140 80<br />
CSTB-4S T-15D<br />
41 MJ DCMW11T304TN CSTB-4S T-15D<br />
EBP025MME-E 2+2 166 86 - MK3<br />
EBP032SD-E 2 140<br />
60 32 25 -<br />
- -<br />
- ZPET3206-<br />
EBP032MDE-E 2+2 32 160 16<br />
CSTB-5 T-20D<br />
100 46 MJ DCMW11T304TN CSTB-4S T-15D<br />
EBP032MME-E 2+2 209 109 - MK4<br />
Inserts<br />
For R-edge<br />
No. of<br />
Stock<br />
inserts<br />
Dimensions (mm)<br />
MK<br />
Applicable inserts<br />
For peripheral edge<br />
A<br />
Clamping<br />
screw<br />
for ZPET<br />
r ε<br />
Wrench<br />
s<br />
for DCMW<br />
Clamping<br />
screw Wrench<br />
7°<br />
r ε<br />
10<br />
9–118<br />
Stocked grade Dimensions (mm)<br />
Cat. No. Accuracy Honing Coated<br />
AH120 AH330<br />
s r ε<br />
ZPET2004-MJ<br />
ZPET2505-MJ<br />
ZPET3206-MJ<br />
E With<br />
<br />
<br />
<br />
<br />
<br />
<br />
4.5<br />
4.625<br />
6.75<br />
12.5<br />
16<br />
Standard cutting conditions<br />
Work<br />
material<br />
Carbon steels<br />
(C55 etc.)<br />
< 300 HB<br />
Alloy steels<br />
(42CrMo4 etc.)<br />
< 300 HB<br />
Die steels<br />
(X96CrMoV12<br />
etc.) < 300 HB<br />
Cast irons<br />
(GG25 etc.)<br />
Hardened steels<br />
Prehardened<br />
steels<br />
< 45 HRC<br />
Grade<br />
AH120<br />
AH120<br />
AH330<br />
AH120<br />
AH120<br />
<br />
<br />
“ZPET3006-MJ” : Packing Quantity=1 pcs.<br />
Cutting Table feed vf (mm/min)<br />
type<br />
speed Tool dia. : Tool dia. : Tool dia. :<br />
Vc (m/min) ø20 ø25 ø32<br />
(1) 170 - 230 610 - 910 460 - 760 360 - 660<br />
(2) 200 - 260 900 - 1300 680 - 1080 530 - 930<br />
Machining<br />
(3) 150 - 200 420 - 350 310 - 610 230 - 530<br />
(1) 150 - 210 530 - 830 400 - 700 300 - 600<br />
(2) 180 - 240 800 - 1200 600 - 400 470 - 870<br />
(3) 130 - 180 360 - 660 250 - 550 190 - 490<br />
(1) 120 - 180 420 - 720 310 - 610 230 - 530<br />
(2) 150 - 210 660 - 1060 490 - 890 370 - 770<br />
(3) 100 - 150 260 - 560 180 - 480 130 - 430<br />
(1) 170 - 230 800 - 1100 610 - 910 490 - 790<br />
(2) 200 - 260 900 - 1400 700 - 1200 530 - 1030<br />
(3) 150 - 200 420 - 720 310 - 610 230 - 530<br />
(1) 60 - 100 150 - 350 100 - 300 100 - 260<br />
(2) 70 - 130 160 - 460 100 - 400 100 - 360<br />
(3) 40 - 80 140 - 240 100 - 200 80 - 180<br />
Technical Reference<br />
(15-1)<br />
Cat. No.<br />
DCMW070204TN<br />
DCMW11T304TN<br />
Stocked grade<br />
Accuracy Honing Coated<br />
AH120 AH330<br />
M<br />
<br />
<br />
Machining types<br />
(1) Grooving<br />
With<br />
<br />
<br />
(2) Shouldering at<br />
shallow depth of cut<br />
Dimensions (mm)<br />
A<br />
6.35<br />
9.525<br />
s<br />
r ε<br />
2.38<br />
3.97 0.4<br />
(3) Shouldering at<br />
deep depth of cut<br />
Notes:<br />
• Cutting speeds shown in the left table are of the most<br />
outer diameter of the tool.<br />
• When the depth of cut is the upper limit shown in the above<br />
figures, set the cutting conditions to the lowest values<br />
shown left.<br />
• When using long edge types (MSE), set the cutting speed<br />
and feed to 60 to 80 % of values shown in the table.<br />
• When using long shank types (LSE), set the cutting speed<br />
and feed to 20 to 50 % of values shown in the table,<br />
bearing in mind the overhang length.<br />
: Stocked items.













