

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TPM / EPM type<br />
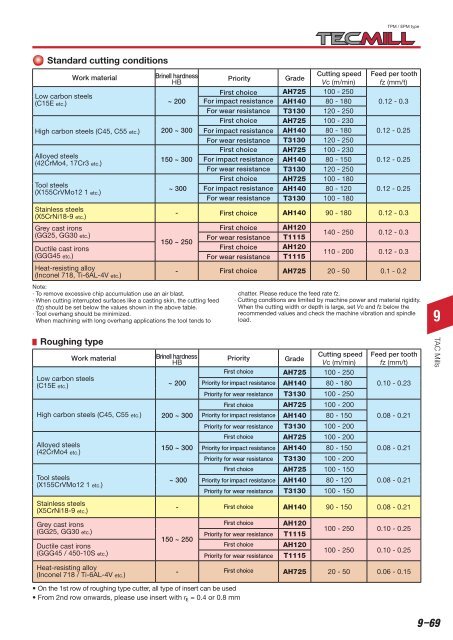
Standard cutting conditions<br />
Work material Brinell hardness Cutting speed Feed per tooth<br />
Priority Grade<br />
HB Vc (m/min) fz (mm/t)<br />
First choice AH725 100 - 250<br />
Low carbon steels<br />
(C15E etc.)<br />
~ 200 For impact resistance AH140 80 - 180 0.12 - 0.3<br />
For wear resistance T3130 120 - 250<br />
First choice AH725 100 - 230<br />
High carbon steels (C45, C55 etc.) 200 ~ 300 For impact resistance AH140 80 - 180 0.12 - 0.25<br />
For wear resistance T3130 120 - 250<br />
First choice AH725 100 - 230<br />
Alloyed steels<br />
150 ~ 300 For impact resistance AH140 80 - 150<br />
(42CrMo4, 17Cr3 etc.)<br />
For wear resistance T3130 120 - 250<br />
0.12 - 0.25<br />
First choice AH725 100 - 180<br />
Tool steels<br />
~ 300 For impact resistance AH140 80 - 120<br />
(X155CrVMo12 1 etc.)<br />
For wear resistance T3130 100 - 180<br />
0.12 - 0.25<br />
Stainless steels<br />
(X5CrNi18-9 etc.)<br />
- First choice AH140 90 - 180 0.12 - 0.3<br />
Grey cast irons<br />
(GG25, GG30 etc.)<br />
Ductile cast irons<br />
(GGG45 etc.)<br />
Heat-resisting alloy<br />
(Inconel 718, Ti-6AL-4V etc.)<br />
150 ~ 250<br />
Note:<br />
· To remove excessive chip accumulation use an air blast.<br />
· When cutting interrupted surfaces like a casting skin, the cutting feed<br />
(fz) should be set below the values shown in the above table.<br />
· Tool overhang should be minimized.<br />
When machining with long overhang applications the tool tends to<br />
Roughing type<br />
First choice<br />
For wear resistance<br />
First choice<br />
For wear resistance<br />
AH120<br />
T1115<br />
AH120<br />
T1115<br />
140 - 250 0.12 - 0.3<br />
110 - 200 0.12 - 0.3<br />
- First choice AH725 20 - 50 0.1 - 0.2<br />
chatter. Please reduce the feed rate fz.<br />
· Cutting conditions are limited by machine power and material rigidity.<br />
When the cutting width or depth is large, set Vc and fz below the<br />
recommended values and check the machine vibration and spindle<br />
load.<br />
Work material Brinell hardness Cutting speed Feed per tooth<br />
Priority Grade<br />
HB Vc (m/min) fz (mm/t)<br />
First choice AH725 100 - 250<br />
Low carbon steels<br />
(C15E ~ 200 Priority for impact resistance<br />
etc.)<br />
AH140 80 - 180 0.10 - 0.23<br />
Priority for wear resistance T3130 100 - 250<br />
First choice AH725 100 - 200<br />
High carbon steels (C45, C55 etc.) 200 ~ 300 Priority for impact resistance AH140 80 - 150 0.08 - 0.21<br />
Priority for wear resistance T3130 100 - 200<br />
First choice AH725 100 - 200<br />
Alloyed steels<br />
150 ~ 300 Priority for impact resistance AH140 80 - 150 0.08 - 0.21<br />
(42CrMo4 etc.)<br />
Priority for wear resistance T3130 100 - 200<br />
First choice AH725 100 - 150<br />
Tool steels<br />
~ 300 Priority for impact resistance AH140 80 - 120 0.08 - 0.21<br />
(X155CrVMo12 1 etc.)<br />
Priority for wear resistance T3130 100 - 150<br />
Stainless steels<br />
(X5CrNi18-9 etc.)<br />
- First choice AH140 90 - 150 0.08 - 0.21<br />
Grey cast irons<br />
First choice AH120<br />
(GG25, GG30 etc.)<br />
100 - 250 0.10 - 0.25<br />
Priority for wear resistance T1115<br />
150 ~ 250<br />
Ductile cast irons<br />
First choice AH120<br />
(GGG45 / 450-10S etc.)<br />
100 - 250 0.10 - 0.25<br />
Priority for wear resistance T1115<br />
Heat-resisting alloy<br />
(Inconel 718 / Ti-6AL-4V etc.)<br />
- First choice AH725 20 - 50 0.06 - 0.15<br />
9<br />
TAC Mills<br />
• On the 1st row of roughing type cutter, all type of insert can be used<br />
• From 2nd row onwards, please use insert with rε = 0.4 or 0.8 mm<br />
9–69













