

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TAC Mills<br />
T/ESE4000RIAE<br />
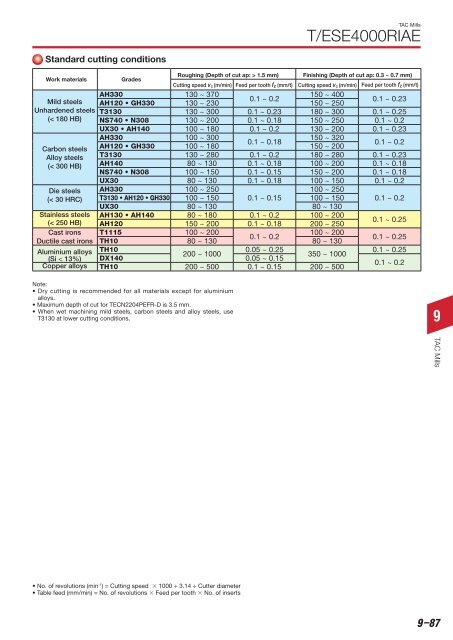
Standard cutting conditions<br />
Work materials<br />
Mild steels<br />
Unhardened steels<br />
(< 180 HB)<br />
Carbon steels<br />
Alloy steels<br />
(< 300 HB)<br />
Die steels<br />
(< 30 HRC)<br />
Stainless steels<br />
(< 250 HB)<br />
Cast irons<br />
Ductile cast irons<br />
Aluminium alloys<br />
(Si 13%)<br />
Copper alloys<br />
Grades<br />
Roughing (Depth of cut ap: > 1.5 mm)<br />
Finishing (Depth of cut ap: 0.3 ~ 0.7 mm)<br />
Feed per tooth f z (mm/t)<br />
Cutting speed v c (m/min) Feed per tooth f z (mm/t) Cutting speed v c (m/min)<br />
AH330 130 ~ 370<br />
150 ~ 400<br />
0.1 ~ 0.2<br />
AH120 • GH330 130 ~ 230 150 ~ 250<br />
0.1 ~ 0.23<br />
T3130 130 ~ 300 0.1 ~ 0.23 180 ~ 300 0.1 ~ 0.25<br />
NS740 • N308 130 ~ 200 0.1 ~ 0.18 150 ~ 250 0.1 ~ 0.2<br />
UX30 • AH140 100 ~ 180 0.1 ~ 0.2 130 ~ 200 0.1 ~ 0.23<br />
AH330 100 ~ 300<br />
150 ~ 320<br />
0.1 ~ 0.18<br />
AH120 • GH330 100 ~ 180 150 ~ 200<br />
0.1 ~ 0.2<br />
T3130 130 ~ 280 0.1 ~ 0.2 180 ~ 280 0.1 ~ 0.23<br />
AH140 80 ~ 130 0.1 ~ 0.18 100 ~ 200 0.1 ~ 0.18<br />
NS740 • N308 100 ~ 150 0.1 ~ 0.15 150 ~ 200 0.1 ~ 0.18<br />
UX30 80 ~ 130 0.1 ~ 0.18 100 ~ 150 0.1 ~ 0.2<br />
AH330 100 ~ 250<br />
100 ~ 250<br />
T3130 • AH120 • GH330 100 ~ 150 0.1 ~ 0.15 100 ~ 150 0.1 ~ 0.2<br />
UX30 80 ~ 130 80 ~ 130<br />
AH130 • AH140 80 ~ 180 0.1 ~ 0.2 100 ~ 200<br />
AH120 150 ~ 200 0.1 ~ 0.18 200 ~ 250<br />
0.1 ~ 0.25<br />
T1115 100 ~ 200<br />
100 ~ 200<br />
0.1 ~ 0.2<br />
TH10 80 ~ 130 80 ~ 130<br />
0.1 ~ 0.25<br />
TH10<br />
0.05 ~ 0.25<br />
0.1 ~ 0.25<br />
200 ~ 1000<br />
350 ~ 1000<br />
DX140 0.05 ~ 0.15<br />
0.1 ~ 0.2<br />
TH10 200 ~ 500 0.1 ~ 0.15 200 ~ 500<br />
Note:<br />
• Dry cutting is recommended for all materials except for aluminium<br />
alloys.<br />
• Maximum depth of cut for TECN2204PEFR-D is 3.5 mm.<br />
• When wet machining mild steels, carbon steels and alloy steels, use<br />
T3130 at lower cutting conditions.<br />
9<br />
TAC Mills<br />
• No. of revolutions (min -1 ) = Cutting speed 1000 ÷ 3.14 ÷ Cutter diameter<br />
• Table feed (mm/min) = No. of revolutions Feed per tooth No. of inserts<br />
9–87













