

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TAC radius mills<br />
T/ERF6000<br />
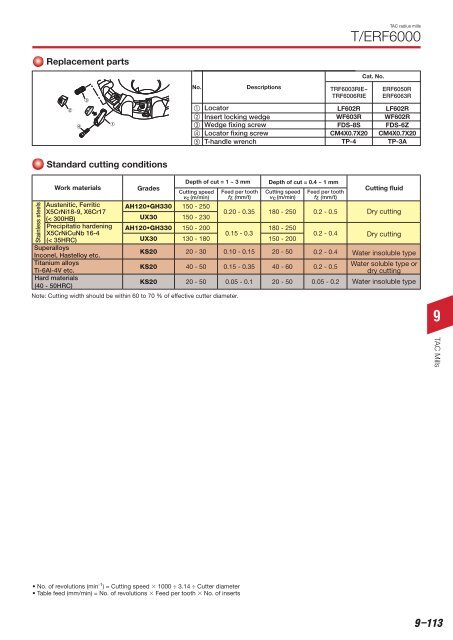
Replacement parts<br />
Cat. No.<br />
w<br />
r<br />
e<br />
q<br />
No.<br />
<br />
<br />
<br />
<br />
<br />
Descriptions<br />
Locator<br />
Insert locking wedge<br />
Wedge fixing screw<br />
Locator fixing screw<br />
T-handle wrench<br />
TRF6003RIE~<br />
TRF6006RIE<br />
LF602R<br />
WF603R<br />
FDS-8S<br />
CM4X0.7X20<br />
TP-4<br />
ERF6050R<br />
ERF6063R<br />
LF602R<br />
WF602R<br />
FDS-6Z<br />
CM4X0.7X20<br />
TP-3A<br />
Standard cutting conditions<br />
Work materials<br />
Austenitic, Ferritic<br />
X5CrNi18-9, X6Cr17<br />
(< 300HB)<br />
Precipitatio hardening<br />
X5CrNiCuNb 16-4<br />
(< 35HRC)<br />
Superalloys<br />
Inconel, Hastelloy etc.<br />
Titanium alloys<br />
Ti-6Al-4V etc.<br />
Hard materials<br />
(40 - 50HRC)<br />
Stainless steels<br />
Grades<br />
Depth of cut = 1 ~ 3 mm<br />
Cutting speed<br />
vc (m/min)<br />
AH120•GH330 150 - 250<br />
0.20 - 0.35 180 - 250 0.2 - 0.5<br />
UX30 150 - 230<br />
AH120•GH330 150 - 200<br />
180 - 250<br />
0.15 - 0.3<br />
0.2 - 0.4<br />
UX30 130 - 180 150 - 200<br />
Note: Cutting width should be within 60 to 70 % of effective cutter diameter.<br />
Feed per tooth<br />
fz (mm/t)<br />
Depth of cut = 0.4 ~ 1 mm<br />
Cutting speed<br />
vc (m/min)<br />
Feed per tooth<br />
fz (mm/t)<br />
KS20 20 - 30 0.10 - 0.15 20 - 50 0.2 - 0.4<br />
KS20 40 - 50 0.15 - 0.35 40 - 60 0.2 - 0.5<br />
KS20 20 - 50 0.05 - 0.1 20 - 50 0.05 - 0.2<br />
Cutting fluid<br />
Dry cutting<br />
Dry cutting<br />
Water insoluble type<br />
Water soluble type or<br />
dry cutting<br />
Water insoluble type<br />
9<br />
TAC Mills<br />
• No. of revolutions (min -1 ) = Cutting speed 1000 ÷ 3.14 ÷ Cutter diameter<br />
• Table feed (mm/min) = No. of revolutions Feed per tooth No. of inserts<br />
9–113













