

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Top-Feed Mills, AD<br />
TPS/EPS17<br />
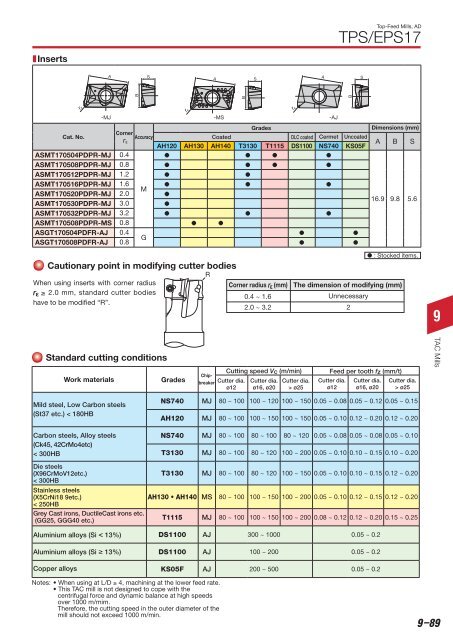
Inserts<br />
A<br />
S<br />
A<br />
S<br />
A<br />
S<br />
B<br />
B<br />
B<br />
r ε<br />
r ε<br />
r ε<br />
-MJ<br />
Grades<br />
Corner<br />
Cat. No.<br />
Accuracy<br />
Coated<br />
DLC coated Cermet Uncoated<br />
r ε<br />
AH120 AH130 AH140 T3130 T1115 DS1100 NS740 KS05F<br />
ASMT170504PDPR-MJ 0.4<br />
<br />
ASMT170508PDPR-MJ 0.8 <br />
ASMT170512PDPR-MJ 1.2 <br />
ASMT170516PDPR-MJ 1.6 <br />
M<br />
ASMT170520PDPR-MJ 2.0 <br />
ASMT170530PDPR-MJ 3.0 <br />
ASMT170532PDPR-MJ 3.2 <br />
ASMT170508PDPR-MS 0.8 <br />
ASGT170504PDFR-AJ 0.4<br />
<br />
<br />
G<br />
ASGT170508PDFR-AJ 0.8 <br />
-MS<br />
-AJ<br />
Dimensions (mm)<br />
A B S<br />
16.9 9.8 5.6<br />
Cautionary point in modifying cutter bodies<br />
When using inserts with corner radius<br />
r ε 2.0 mm, standard cutter bodies<br />
have to be modified “R”.<br />
R<br />
0.4 ~ 1.6<br />
Unnecessary<br />
2.0 ~ 3.2 2<br />
: Stocked items.<br />
Corner radius r ε (mm) The dimension of modifying (mm)<br />
9<br />
Standard cutting conditions<br />
Work materials<br />
Grades<br />
Chipbreaker<br />
Cutting speed Vc (m/min)<br />
Cutter dia.<br />
ø12<br />
Cutter dia.<br />
ø16, ø20<br />
Cutter dia.<br />
> ø25<br />
Feed per tooth fz (mm/t)<br />
Cutter dia.<br />
ø12<br />
Cutter dia.<br />
ø16, ø20<br />
Cutter dia.<br />
> ø25<br />
TAC Mills<br />
Mild steel, Low Carbon steels<br />
(St37 etc.) < 180HB<br />
Carbon steels, Alloy steels<br />
(Ck45, 42CrMo4etc)<br />
< 300HB<br />
NS740 MJ 80 ~ 100 100 ~ 120 100 ~ 150 0.05 ~ 0.08 0.05 ~ 0.12 0.05 ~ 0.15<br />
AH120 MJ 80 ~ 100 100 ~ 150 100 ~ 150 0.05 ~ 0.10 0.12 ~ 0.20 0.12 ~ 0.20<br />
NS740 MJ 80 ~ 100 80 ~ 100 80 ~ 120 0.05 ~ 0.08 0.05 ~ 0.08 0.05 ~ 0.10<br />
T3130 MJ 80 ~ 100 80 ~ 120 100 ~ 200 0.05 ~ 0.10 0.10 ~ 0.15 0.10 ~ 0.20<br />
Die steels<br />
(X96CrMoV12etc.)<br />
< 300HB<br />
Stainless steels<br />
(X5CrNi18 9etc.)<br />
< 250HB<br />
Grey Cast irons, DuctileCast irons etc.<br />
(GG25, GGG40 etc.)<br />
T3130 MJ 80 ~ 100 80 ~ 120 100 ~ 150 0.05 ~ 0.10 0.10 ~ 0.15 0.12 ~ 0.20<br />
AH130 • AH140 MS 80 ~ 100 100 ~ 150 100 ~ 200 0.05 ~ 0.10 0.12 ~ 0.15 0.12 ~ 0.20<br />
T1115 MJ 80 ~ 100 100 ~ 150 100 ~ 200 0.08 ~ 0.12 0.12 ~ 0.20 0.15 ~ 0.25<br />
Aluminium alloys (Si < 13%)<br />
Aluminium alloys (Si 13%)<br />
Copper alloys<br />
DS1100 AJ 300 ~ 1000 0.05 ~ 0.2<br />
DS1100 AJ 100 ~ 200 0.05 ~ 0.2<br />
KS05F AJ 200 ~ 500 0.05 ~ 0.2<br />
Notes: • When using at L/D 4, machining at the lower feed rate.<br />
• This TAC mill is not designed to cope with the<br />
centrifugal force and dynamic balance at high speeds<br />
over 1000 m/mim.<br />
Therefore, the cutting speed in the outer diameter of the<br />
mill should not exceed 1000 m/min.<br />
9–89













