

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
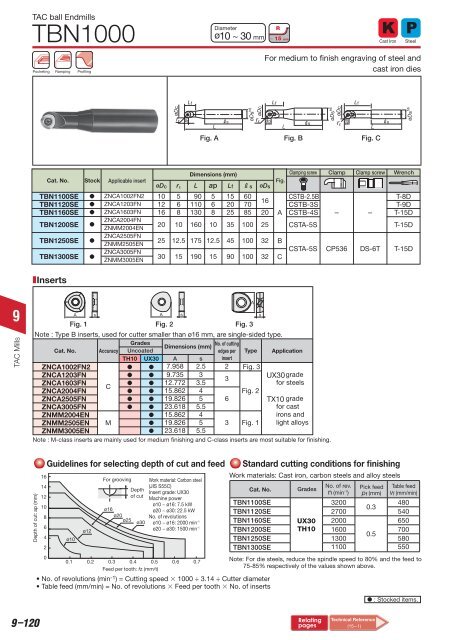
TAC ball Endmills<br />
TBN1000<br />
Pocketing Ramping Profiling<br />
Diameter<br />
ø10 ~ 30 mm<br />
R<br />
~ 15 mm<br />
Cast Iron<br />
Steel<br />
For medium to finish engraving of steel and<br />
cast iron dies<br />
Lf<br />
Lf<br />
Lf<br />
øDc<br />
r ε<br />
ap<br />
L<br />
Rs<br />
øDs h6<br />
øDc<br />
r ε<br />
ap<br />
L<br />
Rs<br />
øDs h6<br />
øDc<br />
rε<br />
ap<br />
L<br />
Rs<br />
øDs h6<br />
Fig. A Fig. B Fig. C<br />
Cat. No.<br />
Stock<br />
Applicable insert<br />
Dimensions (mm)<br />
øDc r ε L ap Lf Rs øDs<br />
Fig.<br />
Clamping screw<br />
Clamp Clamp screw Wrench<br />
TBN1100SE<br />
TBN1120SE<br />
TBN1160SE<br />
TBN1200SE<br />
TBN1250SE<br />
TBN1300SE<br />
<br />
<br />
<br />
<br />
<br />
<br />
ZNCA1002FN2<br />
ZNCA1203FN<br />
ZNCA1603FN<br />
ZNCA2004FN<br />
ZNMM2004EN<br />
ZNCA2505FN<br />
ZNMM2505EN<br />
ZNCA3005FN<br />
ZNMM3005EN<br />
10 5 90 5 15 60<br />
16<br />
12 6 110 6 20 70<br />
16 8 130 8 25 85 20<br />
20 10 160 10 35 100 25<br />
25 12.5 175 12.5 45 100 32<br />
30 15 190 15 90 100 32<br />
A<br />
B<br />
C<br />
CSTB-2.5B<br />
CSTB-3S<br />
CSTB-4S<br />
CSTA-5S<br />
CSTA-5S<br />
-<br />
CP536<br />
-<br />
DS-6T<br />
T-8D<br />
T-9D<br />
T-15D<br />
T-15D<br />
T-15D<br />
Inserts<br />
9<br />
TAC Mills<br />
A s A s<br />
Fig. 1 Fig. 2 Fig. 3<br />
Note : Type B inserts, used for cutter smaller than ø16 mm, are single-sided type.<br />
Grades<br />
No. of cutting<br />
Dimensions (mm)<br />
Cat. No.<br />
Accuracy Uncoated<br />
edges per Type Application<br />
TH10 UX30 A s<br />
insert<br />
ZNCA1002FN2<br />
7.958 2.5 2 Fig. 3<br />
ZNCA1203FN<br />
9.735 3<br />
3<br />
UX30grade<br />
ZNCA1603FN<br />
12.772 3.5<br />
for steels<br />
C<br />
ZNCA2004FN<br />
15.862 4<br />
Fig. 2<br />
ZNCA2505FN<br />
ZNCA3005FN<br />
ZNMM2004EN<br />
<br />
<br />
<br />
<br />
<br />
19.826<br />
23.618<br />
15.862<br />
5<br />
5.5<br />
4<br />
6<br />
TX10 grade<br />
for cast<br />
irons and<br />
ZNMM2505EN<br />
ZNMM3005EN<br />
M<br />
<br />
<br />
19.826<br />
23.618<br />
5<br />
5.5<br />
3 Fig. 1 light alloys<br />
Note : M-class inserts are mainly used for medium finishing and C-class inserts are most suitable for finishing.<br />
A<br />
s<br />
Depth of cut: ap (mm)<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
Guidelines for selecting depth of cut and feed<br />
ø10<br />
ø12<br />
For grooving Work material: Carbon steel<br />
(JIS S55C)<br />
Depth<br />
Insert grade: UX30<br />
of cut<br />
Machine power<br />
ø10 ~ ø16: 7.5 kW<br />
TBN1100SE<br />
ø16<br />
ø20 ~ ø30: 22.5 kW<br />
ø20 No. of revolutions<br />
ø25 ø30<br />
ø10 ~ ø16: 2000 min -1<br />
ø20 ~ ø30: 1500 min -1<br />
Standard cutting conditions for finishing<br />
Work materials: Cast iron, carbon steels and alloy steels<br />
Cat. No. Grades<br />
3200<br />
480<br />
0.3<br />
TBN1120SE 2700 540<br />
TBN1160SE UX30 2000<br />
650<br />
TBN1200SE TH10 1600 700<br />
0.5<br />
TBN1250SE 1300 580<br />
TBN1300SE 1100 550<br />
0<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 Note: For die steels, reduce the spindle speed to 80% and the feed to<br />
75-85% respectively of the values shown above.<br />
Feed per tooth: fz (mm/t)<br />
• No. of revolutions (min -1 ) = Cutting speed 1000 ÷ 3.14 ÷ Cutter diameter<br />
• Table feed (mm/min) = No. of revolutions Feed per tooth No. of inserts<br />
No. of rev.<br />
n (min -1 )<br />
Pick feed<br />
p f (mm)<br />
Table feed<br />
v f (mm/min)<br />
: Stocked items.<br />
9–120<br />
<br />
<br />
Technical Reference<br />
(15-1)













