

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
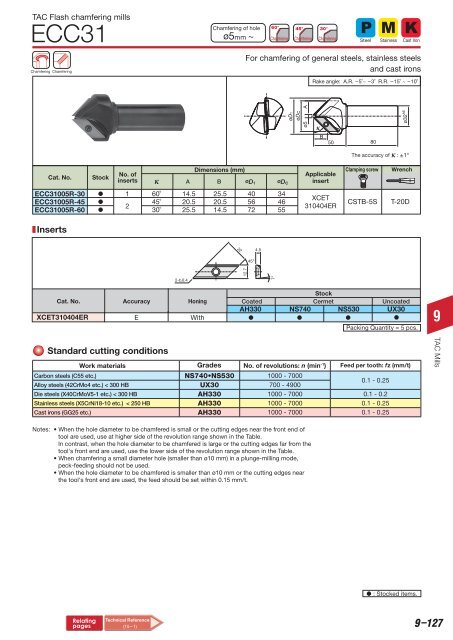
TAC Flash chamfering mills<br />
ECC31<br />
Chamfering Chamfering<br />
Chamfering of hole<br />
ø5mm ~<br />
60° 45° 30°<br />
Chamfering Chamfering Chamfering<br />
Steel<br />
Stainless<br />
Cast Iron<br />
For chamfering of general steels, stainless steels<br />
and cast irons<br />
Rake angle: A.R. —5˚~ —3˚ R.R. —15˚ ~ —10˚<br />
øD1<br />
øDc<br />
ø5<br />
A<br />
κ<br />
B<br />
50<br />
80<br />
ø32 h6<br />
The accuracy of κ : ±1°<br />
Cat. No.<br />
Stock<br />
No. of<br />
inserts<br />
Dimensions (mm)<br />
κ A B øD 1 øDc<br />
Applicable<br />
insert<br />
Clamping screw<br />
Wrench<br />
ECC31005R-30<br />
ECC31005R-45<br />
ECC31005R-60<br />
<br />
<br />
<br />
1<br />
2<br />
60˚ 14.5 25.5 40 34<br />
45˚ 20.5 20.5 56 46<br />
30˚ 25.5 14.5 72 55<br />
XCET<br />
310404ER<br />
CSTB-5S<br />
T-20D<br />
Inserts<br />
22<br />
4.5<br />
45°<br />
2-r ε0.4<br />
12.7<br />
7°<br />
Stock<br />
Cat. No. Accuracy Honing<br />
Coated Cermet Uncoated<br />
AH330 NS740 NS530 UX30<br />
XCET310404ER E With<br />
<br />
<br />
<br />
<br />
Packing Quantity = 5 pcs.<br />
9<br />
Standard cutting conditions<br />
Work materials<br />
Carbon steels (C55 etc.)<br />
Alloy steels (42CrMo4 etc.) < 300 HB<br />
Die steels (X40CrMoV5-1 etc.) < 300 HB<br />
Stainless steels (X5CrNi18-10 etc.) < 250 HB<br />
Cast irons (GG25 etc.)<br />
Grades<br />
No. of revolutions: n (min -1 )<br />
Feed per tooth: fz (mm/t)<br />
NS740•NS530 1000 - 7000<br />
UX30 700 - 4900<br />
0.1 - 0.25<br />
AH330 1000 - 7000 0.1 - 0.2<br />
AH330 1000 - 7000 0.1 - 0.25<br />
AH330 1000 - 7000 0.1 - 0.25<br />
TAC Mills<br />
Notes: • When the hole diameter to be chamfered is small or the cutting edges near the front end of<br />
tool are used, use at higher side of the revolution range shown in the Table.<br />
In contrast, when the hole diameter to be chamfered is large or the cutting edges far from the<br />
tool's front end are used, use the lower side of the revolution range shown in the Table.<br />
• When chamfering a small diameter hole (smaller than ø10 mm) in a plunge-milling mode,<br />
peck-feeding should not be used.<br />
• When the hole diameter to be chamfered is smaller than ø10 mm or the cutting edges near<br />
the tool's front end are used, the feed should be set within 0.15 mm/t.<br />
: Stocked items.<br />
<br />
<br />
Technical Reference<br />
(15-1)<br />
9–127













