

PDFï¼7.7MB
PDFï¼7.7MB
PDFï¼7.7MB

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
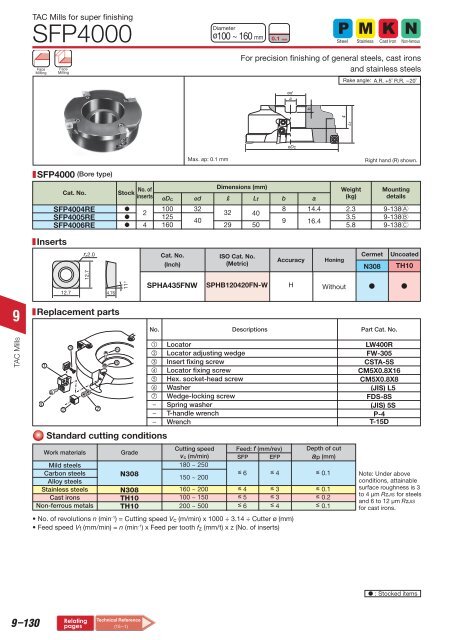
TAC Mills for super finishing<br />
SFP4000<br />
Face<br />
Milling<br />
Face<br />
Milling<br />
Diameter<br />
ø100 ~ 160 mm<br />
0.1 mm<br />
Steel<br />
Stainless<br />
Cast Iron<br />
Non-ferrous<br />
For precision finishing of general steels, cast irons<br />
and stainless steels<br />
Rake angle: A.R. +5˚ R.R. —20˚<br />
ød<br />
a<br />
Lf<br />
R<br />
b<br />
øDc<br />
Max. ap: 0.1 mm<br />
Right hand (R) shown.<br />
SFP4000<br />
(Bore type)<br />
Cat. No.<br />
SFP4004RE<br />
SFP4005RE<br />
SFP4006RE<br />
Stock<br />
<br />
<br />
<br />
No. of<br />
inserts<br />
2<br />
4<br />
Dimensions (mm)<br />
øDc ød R Lf b a<br />
100 32<br />
8 14.4<br />
32 40<br />
125<br />
40<br />
9 16.4<br />
160<br />
29 50<br />
Weight<br />
(kg)<br />
2.3<br />
3.5<br />
5.8<br />
Mounting<br />
details<br />
9-138A<br />
9-138B<br />
9-138C<br />
Inserts<br />
12.7<br />
r ε 2.0<br />
12.7<br />
4.76<br />
11°<br />
Cat. No.<br />
(Inch)<br />
SPHA435FNW<br />
ISO Cat. No.<br />
(Metric)<br />
Accuracy<br />
Honing<br />
Cermet<br />
N308<br />
Uncoated<br />
TH10<br />
SPHB120420FN-W H Without <br />
9<br />
Replacement parts<br />
No.<br />
Descriptions<br />
Part Cat. No.<br />
TAC Mills<br />
4<br />
1<br />
2<br />
3 5<br />
7<br />
6<br />
N308<br />
N308<br />
TH10<br />
TH10<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
-<br />
-<br />
-<br />
Standard cutting conditions<br />
Work materials<br />
Mild steels<br />
Carbon steels<br />
Alloy steels<br />
Stainless steels<br />
Cast irons<br />
Non-ferrous metals<br />
Grade<br />
Locator<br />
Locator adjusting wedge<br />
Insert fixing screw<br />
Locator fixing screw<br />
Hex. socket-head screw<br />
Washer<br />
Wedge-locking screw<br />
Spring washer<br />
T-handle wrench<br />
Wrench<br />
Cutting speed Feed: f (mm/rev) Depth of cut<br />
v c (m/min) SFP EFP ap (mm)<br />
180 ~ 250<br />
6<br />
150 ~ 200<br />
4 0.1<br />
160 ~ 200 4 3 0.1<br />
100 ~ 150 5 3 0.2<br />
200 ~ 500 6 4 0.1<br />
• No. of revolutions n (min -1 ) = Cutting speed V c (m/min) x 1000 ÷ 3.14 ÷ Cutter ø (mm)<br />
• Feed speed V f (mm/min) = n (min -1 ) x Feed per tooth f z (mm/t) x z (No. of inserts)<br />
LW400R<br />
FW-305<br />
CSTA-5S<br />
CM5X0.8X16<br />
CM5X0.8X8<br />
(JIS) L5<br />
FDS-8S<br />
(JIS) 5S<br />
P-4<br />
T-15D<br />
Note: Under above<br />
conditions, attainable<br />
surface roughness is 3<br />
to 4 μm RzJIS for steels<br />
and 6 to 12 μm RzJIS<br />
for cast irons.<br />
: Stocked items<br />
9–130<br />
<br />
<br />
Technical Reference<br />
(15-1)













