

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
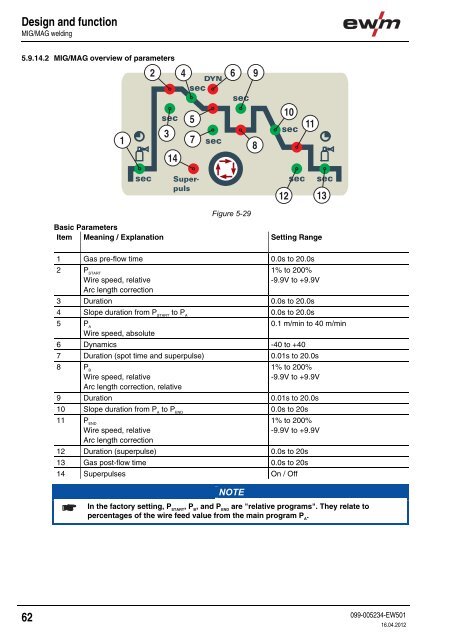
Design and functionMIG/MAG welding5.9.14.2 MIG/MAG overview of parameters124sec314secDYN57 sec6sec9810sec11secSuperpuls12secsec13Figure 5-29Basic ParametersItem Meaning / Explanation Setting Range1 Gas pre-flow time 0.0s to 20.0s2 P STARTWire speed, relativeArc length correction1% to 200%-9.9V to +9.9V3 Duration 0.0s to 20.0s4 Slope duration from P STARTto P A0.0s to 20.0s5 P A0.1 m/min to 40 m/minWire speed, absolute6 Dynamics -40 to +407 Duration (spot time and superpulse) 0.01s to 20.0s8 P BWire speed, relativeArc length correction, relative1% to 200%-9.9V to +9.9V9 Duration 0.01s to 20.0s10 Slope duration from P Ato P END0.0s to 20s11 P ENDWire speed, relativeArc length correction1% to 200%-9.9V to +9.9V12 Duration (superpulse) 0.0s to 20s13 Gas post-flow time 0.0s to 20s14 Superpulses On / OffNOTEIn the factory setting, P START, P B, and P ENDare "relative programs". They relate topercentages of the wire feed value from the main program P A.62099-005234-EW50116.04.2012













