

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
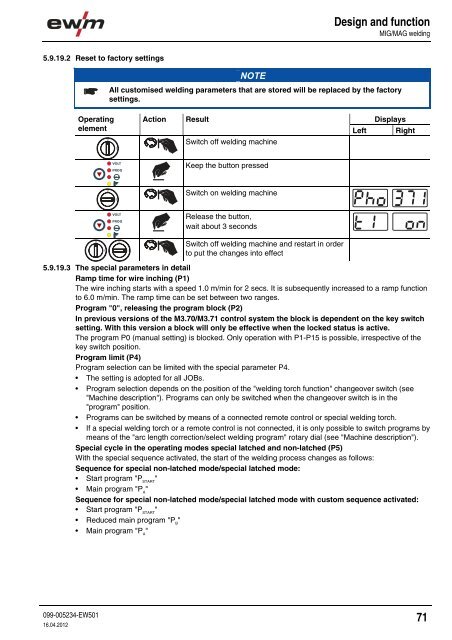
Design and functionMIG/MAG welding5.9.19.2 Reset to factory settingsNOTEAll customised welding parameters that are stored will be replaced by the factorysettings.<strong>Operating</strong>elementActionResultLeftDisplaysRight0lSwitch off welding machineVOLTPROGKeep the button pressed0lSwitch on welding machineVOLTPROGRelease the button,wait about 3 seconds0l0lSwitch off welding machine and restart in orderto put the changes into effect5.9.19.3 The special parameters in detailRamp time for wire inching (P1)The wire inching starts with a speed 1.0 m/min for 2 secs. It is subsequently increased to a ramp functionto 6.0 m/min. The ramp time can be set between two ranges.Program "0", releasing the program block (P2)In previous versions of the M3.70/M3.71 control system the block is dependent on the key switchsetting. With this version a block will only be effective when the locked status is active.The program P0 (manual setting) is blocked. Only operation with P1-P15 is possible, irrespective of thekey switch position.Program limit (P4)Program selection can be limited with the special parameter P4.• The setting is adopted for all JOBs.• Program selection depends on the position of the "welding torch function" changeover switch (see"Machine description"). Programs can only be switched when the changeover switch is in the"program" position.• Programs can be switched by means of a connected remote control or special welding torch.• If a special welding torch or a remote control is not connected, it is only possible to switch programs bymeans of the "arc length correction/select welding program" rotary dial (see "Machine description").Special cycle in the operating modes special latched and non-latched (P5)With the special sequence activated, the start of the welding process changes as follows:Sequence for special non-latched mode/special latched mode:• Start program "P START"• Main program "P A"Sequence for special non-latched mode/special latched mode with custom sequence activated:• Start program "P START"• Reduced main program "P B"• Main program "P A"099-005234-EW50116.04.201271













