

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
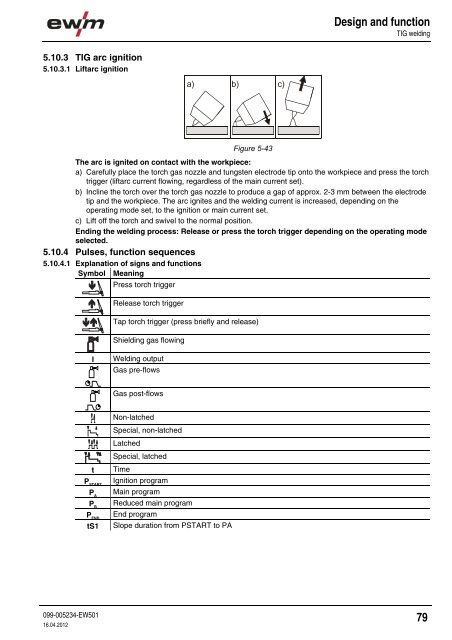
Design and functionTIG welding5.10.3 TIG arc ignition5.10.3.1 Liftarc ignitiona) b) c)Figure 5-43The arc is ignited on contact with the workpiece:a) Carefully place the torch gas nozzle and tungsten electrode tip onto the workpiece and press the torchtrigger (liftarc current flowing, regardless of the main current set).b) Incline the torch over the torch gas nozzle to produce a gap of approx. 2-3 mm between the electrodetip and the workpiece. The arc ignites and the welding current is increased, depending on theoperating mode set, to the ignition or main current set.c) Lift off the torch and swivel to the normal position.Ending the welding process: Release or press the torch trigger depending on the operating modeselected.5.10.4 Pulses, function sequences5.10.4.1 Explanation of signs and functionsSymbol MeaningPress torch triggerRelease torch triggerTap torch trigger (press briefly and release)Shielding gas flowingI<strong>Welding</strong> outputGas pre-flowsGas post-flowstP STARTP AP BP ENDtS1Non-latchedSpecial, non-latchedLatchedSpecial, latchedTimeIgnition programMain programReduced main programEnd programSlope duration from PSTART to PA099-005234-EW50116.04.201279













