

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
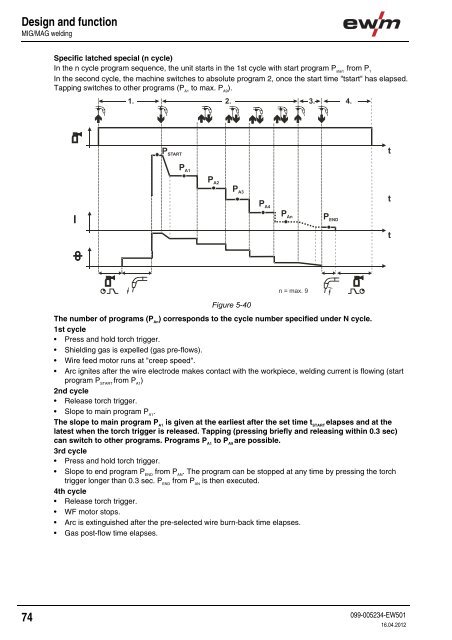
Design and functionMIG/MAG weldingSpecific latched special (n cycle)In the n cycle program sequence, the unit starts in the 1st cycle with start program P startfrom P 1In the second cycle, the machine switches to absolute program 2, once the start time "tstart" has elapsed.Tapping switches to other programs (P A1to max. P A9).Figure 5-40The number of programs (P An) corresponds to the cycle number specified under N cycle.1st cycle• Press and hold torch trigger.• Shielding gas is expelled (gas pre-flows).• Wire feed motor runs at "creep speed".• Arc ignites after the wire electrode makes contact with the workpiece, welding current is flowing (startprogram P STARTfrom P A1)2nd cycle• Release torch trigger.• Slope to main program P A1.The slope to main program P A1is given at the earliest after the set time t STARTelapses and at thelatest when the torch trigger is released. Tapping (pressing briefly and releasing within 0.3 sec)can switch to other programs. Programs P A1to P A9are possible.3rd cycle• Press and hold torch trigger.• Slope to end program P ENDfrom P AN. The program can be stopped at any time by pressing the torchtrigger longer than 0.3 sec. P ENDfrom P ANis then executed.4th cycle• Release torch trigger.• WF motor stops.• Arc is extinguished after the pre-selected wire burn-back time elapses.• Gas post-flow time elapses.74099-005234-EW50116.04.2012













