

Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH
Operating instructions - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
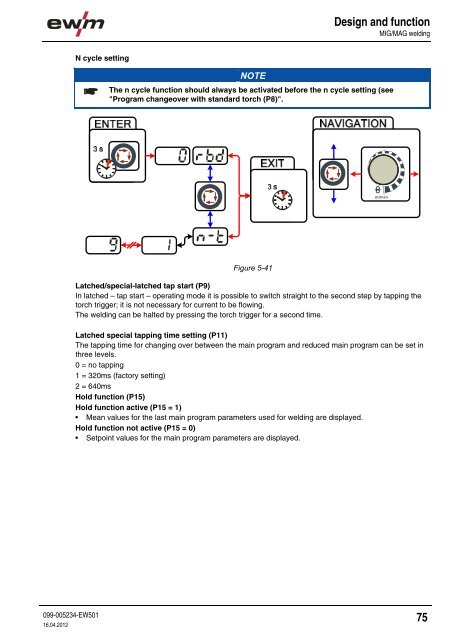
Design and functionMIG/MAG weldingN cycle settingNOTEThe n cycle function should always be activated before the n cycle setting (see"Program changeover with standard torch (P8)".m/minFigure 5-41Latched/special-latched tap start (P9)In latched – tap start – operating mode it is possible to switch straight to the second step by tapping thetorch trigger; it is not necessary for current to be flowing.The welding can be halted by pressing the torch trigger for a second time.Latched special tapping time setting (P11)The tapping time for changing over between the main program and reduced main program can be set inthree levels.0 = no tapping1 = 320ms (factory setting)2 = 640msHold function (P15)Hold function active (P15 = 1)• Mean values for the last main program parameters used for welding are displayed.Hold function not active (P15 = 0)• Setpoint values for the main program parameters are displayed.099-005234-EW50116.04.201275













