60A resina ortoftálica é a resina termofixa mais conheci<strong>da</strong> e usa<strong>da</strong> comercialmente<strong>de</strong>vido ao baixo preço <strong>de</strong> aquisição, facili<strong>da</strong><strong>de</strong> <strong>de</strong> manipulação e <strong>de</strong> mol<strong>da</strong>gem. Osprocessos <strong>de</strong> mol<strong>da</strong>gem e <strong>de</strong> produção são variados, incluindo processos <strong>de</strong> mol<strong>de</strong>aberto ou processos <strong>de</strong> mol<strong>de</strong> fechado que permitem maior controle dimensional e melhorquali<strong>da</strong><strong>de</strong> dos produtos.As aplicações <strong>da</strong>s resinas <strong>de</strong> poliéster ortoftálicos são <strong>para</strong> o uso geral, na gran<strong>de</strong>maioria <strong>da</strong>s aplicações, como o compósito conhecido com PRFV – plástico reforçado comfibras <strong>de</strong> vidro ou simplesmente fiberglass. São usa<strong>da</strong>s nas indústrias náutica,automotivas e <strong>de</strong> transportes em geral, moveleira, piscinas, utensílios, indústria esportivae outras. Sua resistência física e química a impe<strong>de</strong> <strong>de</strong> ser usa<strong>da</strong> em condições maisseveras, enquanto que outros tipos <strong>de</strong> resinas têm melhor <strong>de</strong>sempenho.Do ponto <strong>de</strong> vista ambiental, apesar <strong>de</strong> serem basea<strong>da</strong>s no petróleo, matéria primanão renovável e com potencial poluidor, as resinas <strong>de</strong> poliéster ortoftálicas tem avantagem <strong>de</strong> ser cura<strong>da</strong> a frio por processos <strong>de</strong> transformação em produtos que usampouca ou nenhuma energia térmica ou elétrica, e também usam pouca água. A<strong>de</strong>svantagem é a toxi<strong>da</strong><strong>de</strong> <strong>da</strong> resina no estado líquido e dos solventes (classe 1), quepo<strong>de</strong>m emitir vapores <strong>para</strong> o ambiente ou po<strong>de</strong>m causar aci<strong>de</strong>ntes tanto a seres humanosquanto <strong>para</strong> o meio ambiente, quando manipulados <strong>de</strong> forma ina<strong>de</strong>qua<strong>da</strong> (ver ANEXO II).Devido à característica dos termofixos não po<strong>de</strong>rem retornar ao estado líquidoinicial, as resinas <strong>de</strong> poliéster insaturado não po<strong>de</strong>m ser recupera<strong>da</strong>s, mas po<strong>de</strong>m serrecicla<strong>da</strong>s pelo processo <strong>da</strong> moagem, <strong>para</strong>, então servir como carga <strong>para</strong> outros tipos <strong>de</strong>produtos <strong>de</strong> plásticos reforçados, como sugerem as pesquisas <strong>de</strong> ARAÚJO et al (2004),ou o processo <strong>de</strong> gerenciamento <strong>de</strong> resíduos sólidos, <strong>de</strong>scrito por PLÁSTICOREFORÇADO (2004). O produto que usa o pó reciclado <strong>de</strong> poliéster insaturado tem boasproprie<strong>da</strong><strong>de</strong>s físicas, o que o habilita <strong>para</strong> produtos <strong>de</strong> uso geral além <strong>de</strong> minimizarresíduos e diminuir custos com matéria prima. O resíduo, se <strong>de</strong>scartado, é classificadopela NBR 10004 (ABNT, 1987) como Classe 2, não-tóxico, mas cujo volume po<strong>de</strong> trazerimpactos ambientais negativos (PLÁSTICO REFORÇADO, 2004).3.6 – METODOLOGIA DO PROCESSO DE FABRICAÇÃOA mol<strong>da</strong>gem <strong>de</strong> compósitos <strong>de</strong> resinas termofixas reforça<strong>da</strong>s com fibras abrange umleque <strong>de</strong> processos <strong>de</strong> complexi<strong>da</strong><strong>de</strong> variável indo <strong>de</strong> processos manuais até processosindustriais com uso <strong>de</strong> equipamentos tecnologias complexas. Tais processos po<strong>de</strong>m serorganizados em dois tipos: Processos <strong>de</strong> Mol<strong>de</strong> Aberto e Processos <strong>de</strong> Mol<strong>de</strong> Fechado.
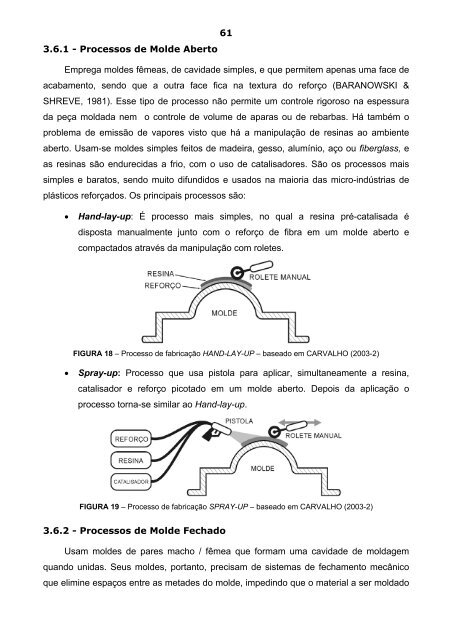
613.6.1 - Processos <strong>de</strong> Mol<strong>de</strong> AbertoEmprega mol<strong>de</strong>s fêmeas, <strong>de</strong> cavi<strong>da</strong><strong>de</strong> simples, e que permitem apenas uma face <strong>de</strong>acabamento, sendo que a outra face fica na textura do reforço (BARANOWSKI &SHREVE, 1981). Esse tipo <strong>de</strong> processo não permite um controle rigoroso na espessura<strong>da</strong> peça mol<strong>da</strong><strong>da</strong> nem o controle <strong>de</strong> volume <strong>de</strong> a<strong>para</strong>s ou <strong>de</strong> rebarbas. Há também oproblema <strong>de</strong> emissão <strong>de</strong> vapores visto que há a manipulação <strong>de</strong> resinas ao ambienteaberto. Usam-se mol<strong>de</strong>s simples feitos <strong>de</strong> ma<strong>de</strong>ira, gesso, alumínio, aço ou fiberglass, eas resinas são endureci<strong>da</strong>s a frio, com o uso <strong>de</strong> catalisadores. São os processos maissimples e baratos, sendo muito difundidos e usados na maioria <strong>da</strong>s micro-indústrias <strong>de</strong>plásticos reforçados. Os principais processos são:• Hand-lay-up: É processo mais simples, no qual a resina pré-catalisa<strong>da</strong> édisposta manualmente junto com o reforço <strong>de</strong> fibra em um mol<strong>de</strong> aberto ecompactados através <strong>da</strong> manipulação com roletes.FIGURA 18 – Processo <strong>de</strong> fabricação HAND-LAY-UP – baseado em CARVALHO (2003-2)• Spray-up: Processo que usa pistola <strong>para</strong> aplicar, simultaneamente a resina,catalisador e reforço picotado em um mol<strong>de</strong> aberto. Depois <strong>da</strong> aplicação oprocesso torna-se similar ao Hand-lay-up.FIGURA 19 – Processo <strong>de</strong> fabricação SPRAY-UP – baseado em CARVALHO (2003-2)3.6.2 - Processos <strong>de</strong> Mol<strong>de</strong> FechadoUsam mol<strong>de</strong>s <strong>de</strong> pares macho / fêmea que formam uma cavi<strong>da</strong><strong>de</strong> <strong>de</strong> mol<strong>da</strong>gemquando uni<strong>da</strong>s. Seus mol<strong>de</strong>s, portanto, precisam <strong>de</strong> sistemas <strong>de</strong> fechamento mecânicoque elimine espaços entre as meta<strong>de</strong>s do mol<strong>de</strong>, impedindo que o material a ser mol<strong>da</strong>do
- Page 3 and 4:
iiiMARCELO GERALDO TEIXEIRAAPLICAÇ
- Page 5:
vUFBA - UNIVERSIDADE FEDERAL DA BAH
- Page 8 and 9:
viii
- Page 11 and 12:
xiNão há pecado maiorDo que o exc
- Page 13 and 14:
xiiiRESUMOEssa dissertação tem co
- Page 15 and 16:
xvABSTRACTThis dissertation has as
- Page 17 and 18:
xviiSUMÁRIORESUMOABSTRACTLISTA DE
- Page 19:
xixCAPÍTULO 5 - ANÁLISE E RESULTA
- Page 22 and 23:
xxiiFIG 37 - Esquema do ensaio de D
- Page 24 and 25:
xxiv
- Page 26 and 27:
xxvi
- Page 28 and 29:
2De acordo com o IBAMA, a indústri
- Page 30 and 31:
4Há também o resíduo do pós-uso
- Page 32 and 33:
JUSTIFICATIVAS6• O grande volume
- Page 34 and 35:
8LIMITES DA PESQUISAEste estudo nã
- Page 36 and 37: 10atuam depois da sua geração. S
- Page 38 and 39: 12dos fatores ambientais e naturais
- Page 40 and 41: 14Aqui, segundo TEIXEIRA e CÉSAR (
- Page 42 and 43: 16ser positiva e unificadora; deve
- Page 44 and 45: 18Para uma melhor integração das
- Page 46 and 47: 20para o consumo e, então, são fi
- Page 48 and 49: 22Opções para obtenção de energ
- Page 50 and 51: 242.2 - CAUSAS E CONSEQUENCIAS DO D
- Page 52 and 53: 26Conforme SOBRAL (2002), as indús
- Page 54 and 55: 282.4.2 - Componentes da madeiraA m
- Page 56 and 57: 30Este gráfico mostra que, em 2002
- Page 58 and 59: 32TABELA 11 - Classificação e des
- Page 60 and 61: 341987) como classe 2, com possibil
- Page 62 and 63: 36A TABELA 12 visa apenas caracteri
- Page 64 and 65: 38Segundo QUIRINO (2004) o resíduo
- Page 66 and 67: 40construção civil. Este estudo i
- Page 68 and 69: 42autores, este resíduo em pó pod
- Page 70 and 71: 443.2 - MATERIAIS ECO-EFICIENTESTom
- Page 72 and 73: 46TABELA 16 - Classificação dos m
- Page 74 and 75: 48• Particulados: também chamado
- Page 76 and 77: 50Em relação aos requisitos de pr
- Page 78 and 79: 523.3.4.1 - Reaproveitamento de res
- Page 80 and 81: 54sendo comercialmente conhecido co
- Page 82 and 83: 56Apesar de ser considerada uma boa
- Page 84 and 85: 58biodegradação ou compostagem, p
- Page 88 and 89: 62vaze para fora. Tem as vantagens
- Page 90 and 91: 64• Equipamentos de baixo investi
- Page 92 and 93: Essas etapas são assim descritas:6
- Page 94 and 95: 68Toda a fase experimental embasou-
- Page 96 and 97: 704.1.2- Processo produtivo 02 - In
- Page 98 and 99: 72TABELA 21 - Discriminação da se
- Page 100 and 101: 74FIGURA 28 - Silo de estocagem da
- Page 102 and 103: 764.2.2.2 - Classificação granulo
- Page 104 and 105: 784.3- FASE II - MOLDAGEM DOS CORPO
- Page 106 and 107: 801. Pesagem da resina e do SRM de
- Page 108 and 109: 4.4 - FASE III - ENSAIOS82O objetiv
- Page 110 and 111: 84Este ensaio foi feito à temperat
- Page 112 and 113: 86uma umidade referente à umidade
- Page 114 and 115: 88SERRA FITABANDEJA
- Page 116 and 117: PENEIRA(mm)SERRAFITA90TABELA 28 - C
- Page 118 and 119: 92F1 F2 M1 M2MF1 MF2 G1 G2GM1 GM2 G
- Page 120 and 121: 94A TABELA 30 apresenta o resultado
- Page 122 and 123: 96O ensaio de absorção de água p
- Page 124 and 125: 98FIGURA 49 - Gráfico comparativo
- Page 126 and 127: 100FIGURA 50 - Gráficos do desempe
- Page 128 and 129: 102das amostras do resíduo in natu
- Page 130 and 131: 104TABELA 33 - Comparação entre o
- Page 132 and 133: 6.2 - MOLDAGEM106A moldagem em mold
- Page 134 and 135: 108material, também mostrou ter bo
- Page 136 and 137:
110BARANOWSKI, Chet. SHREVE, Don. O
- Page 138 and 139:
112FURTADO, João. Administração
- Page 140 and 141:
114MALI, Jyrki. et al. Woodfiber-pl
- Page 142 and 143:
116SAVASTANO Jr, Holmer. Zona de tr
- Page 144 and 145:
118
- Page 146 and 147:
120
- Page 148 and 149:
122
- Page 150 and 151:
124
- Page 152 and 153:
126RESUMO DOS DADOS RELEVANTES SOBR
- Page 154 and 155:
128As fotos abaixo mostram a mini-p
- Page 156 and 157:
130
- Page 158 and 159:
132