Jornal das Oficinas 213
Na edição de novembro do Jornal das Oficinas, o artigo de destaque é sobre a digitalização nas oficinas. A era da digitalização revolucionou a forma como funcionam praticamente todos os negócios. Isto inclui, obviamente, as oficinas de reparação, onde já não basta ser arrumado e manter toda a documentação organizada ou ser eficaz nas reparações
Na edição de novembro do Jornal das Oficinas, o artigo de destaque é sobre a digitalização nas oficinas. A era da digitalização revolucionou a forma como funcionam praticamente todos os negócios. Isto inclui, obviamente, as oficinas de reparação, onde já não basta ser arrumado e manter toda a documentação organizada ou ser eficaz nas reparações
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TÉCNICA<br />
&SERVIÇO<br />
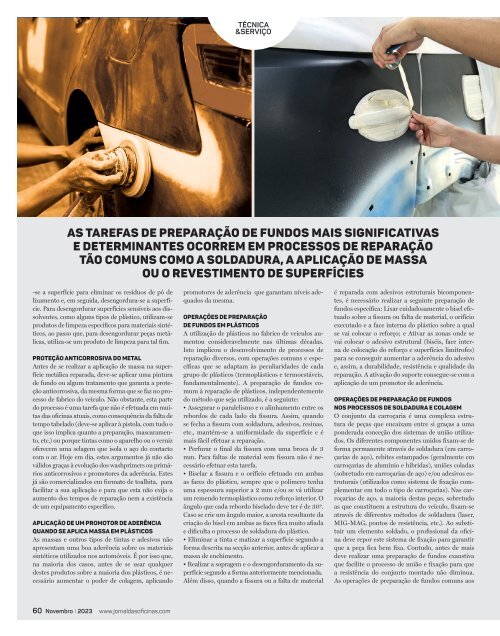
AS tarefas DE PREParação DE FUNDOS MAIS SIGNIFICATIVAS<br />
E DETERMINANTES OCORREM EM PROCESSOS DE REParação<br />
tão COMUNS COMO A SOLDADURA, A APLICAÇÃO DE MASSA<br />
OU O REVESTIMENTO DE SUPERFÍCIES<br />
-se a superfície para eliminar os resíduos de pó de<br />
lixamento e, em seguida, desengordura-se a superfície.<br />
Para desengordurar superfícies sensíveis aos dissolventes,<br />
como alguns tipos de plástico, utilizam-se<br />
produtos de limpeza específicos para materiais sintéticos,<br />
ao passo que, para desengordurar peças metálicas,<br />
utiliza-se um produto de limpeza para tal fim.<br />
Proteção anticorrosiva do metal<br />
Antes de se realizar a aplicação de massa na superfície<br />
metálica reparada, deve-se aplicar uma pintura<br />
de fundo ou algum tratamento que garanta a proteção<br />
anticorrosiva, da mesma forma que se faz no processo<br />
de fabrico do veículo. Não obstante, esta parte<br />
do processo é uma tarefa que não é efetuada em muitas<br />
<strong>das</strong> oficinas atuais, como consequência da falta de<br />
tempo tabelado (deve-se aplicar à pistola, com tudo o<br />
que isso implica quanto a preparação, mascaramento,<br />
etc.) ou porque tintas como o aparelho ou o verniz<br />
oferecem uma selagem que isola o aço do contacto<br />
com o ar. Hoje em dia, estes argumentos já não são<br />
válidos graças à evolução dos washprimers ou primários<br />
anticorrosivos e promotores da aderência. Estes<br />
já são comercializados em formato de toalhita, para<br />
facilitar a sua aplicação e para que esta não exija o<br />
aumento dos tempos de reparação nem a existência<br />
de um equipamento específico.<br />
Aplicação de um promotor de aderência<br />
quando se aplica massa em plásticos<br />
As massas e outros tipos de tintas e adesivos não<br />
apresentam uma boa aderência sobre os materiais<br />
sintéticos utilizados nos automóveis. É por isso que,<br />
na maioria dos casos, antes de se usar qualquer<br />
destes produtos sobre a maioria dos plásticos, é necessário<br />
aumentar o poder de colagem, aplicando<br />
promotores de aderência que garantam níveis adequados<br />
da mesma.<br />
Operações de preparação<br />
de fundos em plásticos<br />
A utilização de plásticos no fabrico de veículos aumentou<br />
consideravelmente nas últimas déca<strong>das</strong>.<br />
Isto implicou o desenvolvimento de processos de<br />
reparação diversos, com operações comuns e específicas<br />
que se adaptam às peculiaridades de cada<br />
grupo de plásticos (termoplásticos e termoestáveis,<br />
fundamentalmente). A preparação de fundos comum<br />
à reparação de plásticos, independentemente<br />
do método que seja utilizado, é a seguinte:<br />
• Assegurar o paralelismo e o alinhamento entre os<br />
rebordos de cada lado da fissura. Assim, quando<br />
se fecha a fissura com soldadura, adesivos, resinas,<br />
etc., mantém-se a uniformidade da superfície e é<br />
mais fácil efetuar a reparação.<br />
• Perfurar o final da fissura com uma broca de 3<br />
mm. Para faltas de material sem fissura não é necessário<br />
efetuar esta tarefa.<br />
• Biselar a fissura e o orifício efetuado em ambas<br />
as faces do plástico, sempre que o polímero tenha<br />
uma espessura superior a 2 mm e/ou se vá utilizar<br />
um remendo termoplástico como reforço interior. O<br />
ângulo que cada rebordo biselado deve ter é de 30º.<br />
Caso se crie um ângulo maior, a aresta resultante da<br />
criação do bisel em ambas as faces fica muito afiada<br />
e dificulta o processo de soldadura do plástico.<br />
• Eliminar a tinta e matizar a superfície segundo a<br />
forma descrita na secção anterior, antes de aplicar a<br />
massa de enchimento.<br />
• Realizar a sopragem e o desengorduramento da superfície<br />
segundo a forma anteriormente mencionada.<br />
Além disso, quando a fissura ou a falta de material<br />
é reparada com adesivos estruturais bicomponentes,<br />
é necessário realizar a seguinte preparação de<br />
fundos específica: Lixar cuidadosamente o bisel efetuado<br />
sobre a fissura ou falta de material, o orifício<br />
executado e a face interna do plástico sobre a qual<br />
se vai colocar o reforço; e Ativar as zonas onde se<br />
vai colocar o adesivo estrutural (biséis, face interna<br />
de colocação do reforço e superfícies limítrofes)<br />
para se conseguir aumentar a aderência do adesivo<br />
e, assim, a durabilidade, resistência e qualidade da<br />
reparação. A ativação do suporte consegue-se com a<br />
aplicação de um promotor de aderência.<br />
Operações de preparação de fundos<br />
nos processos de soldadura e colagem<br />
O conjunto da carroçaria é uma complexa estrutura<br />
de peças que encaixam entre si graças a uma<br />
ponderada conceção dos sistemas de união utilizados.<br />
Os diferentes componentes unidos fixam-se de<br />
forma permanente através de soldadura (em carroçarias<br />
de aço), rebites estampados (geralmente em<br />
carroçarias de alumínio e híbri<strong>das</strong>), uniões cola<strong>das</strong><br />
(sobretudo em carroçarias de aço) e/ou adesivos estruturais<br />
(utilizados como sistema de fixação complementar<br />
em todo o tipo de carroçarias). Nas carroçarias<br />
de aço, a maioria destas peças, sobretudo<br />
as que constituem a estrutura do veículo, fixam-se<br />
através de diferentes métodos de soldadura (laser,<br />
MIG-MAG, pontos de resistência, etc.). Ao substituir<br />
um elemento soldado, o profissional da oficina<br />
deve repor este sistema de fixação para garantir<br />
que a peça fica bem fixa. Contudo, antes de mais<br />
deve realizar uma preparação de fundos exaustiva<br />
que facilite o processo de união e fixação para que<br />
a resistência do conjunto montado não diminua.<br />
As operações de preparação de fundos comuns aos<br />
60 Novembro I 2023 www.jornal<strong>das</strong>oficinas.com