

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
2.1 Spanbildung<br />
Der in den Werkstoff eindringende Schneidkeil staucht erst das Material, was zu einer Verfestigung (plastischen Verformung)<br />
führt, bis der Werkstoff entlang der Scherebene in dünnen Lamellen abgeschert wird. Diese Lamellen gleiten über<br />
die Spanfläche des Schneidkeils als Span ab. Die Kristallumorientierung im Bereich der Spanentstehung lässt sich in<br />
Spanwurzelaufnahmen als sogenannte Strukturlinien sichtbar machen. Die Spanstauchung wird oft verwendet, um den<br />
Zerspanungsvorgang beurteilen zu können. Einflussfaktoren wie Schnittkraft, Werkstoffeigenschaft oder Formänderung<br />
des Spans sind unmittelbar mit allen anderen Auswirkungen des Spanbildungsprozesses verbunden.<br />
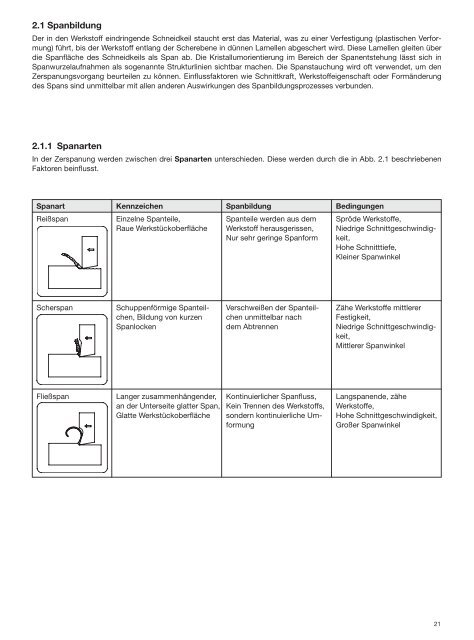
2.1.1 Spanarten<br />
In der Zerspanung werden zwischen drei Spanarten unterschieden. Diese werden durch die in Abb. 2.1 beschriebenen<br />
Faktoren beinflusst.<br />
Spanart Kennzeichen Spanbildung Bedingungen<br />
Reißspan Einzelne Spanteile, Spanteile werden aus dem Spröde Werkstoffe,<br />
Raue Werkstückoberfläche Werkstoff herausgerissen, Niedrige Schnittgeschwindig-<br />
Nur sehr geringe Spanform keit,<br />
Hohe Schnitttiefe,<br />
Kleiner Spanwinkel<br />
Scherspan Schuppenförmige Spanteil- Verschweißen der Spanteil- Zähe Werkstoffe mittlerer<br />
chen, Bildung von kurzen chen unmittelbar nach Festigkeit,<br />
Spanlocken dem Abtrennen Niedrige Schnittgeschwindigkeit,<br />
Mittlerer Spanwinkel<br />
Fließspan Langer zusammenhängender, Kontinuierlicher Spanfluss, Langspanende, zähe<br />
an der Unterseite glatter Span, Kein Trennen des Werkstoffs, Werkstoffe,<br />
Glatte Werkstückoberfläche sondern kontinuierliche Um- Hohe Schnittgeschwindigkeit,<br />
formung Großer Spanwinkel<br />
21