

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
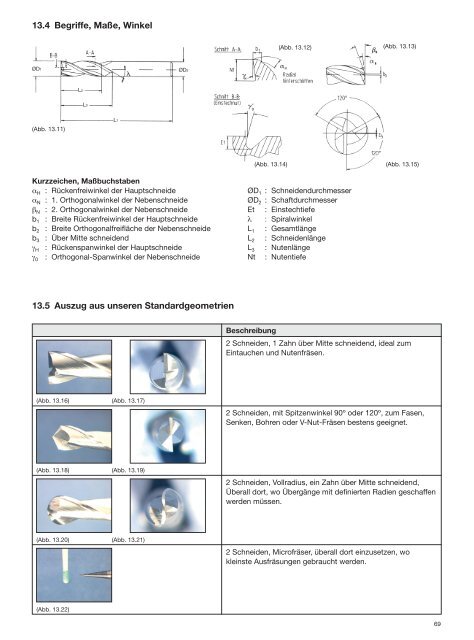
13.4 Begriffe, Maße, Winkel<br />
ØD1 ØD2<br />
(Abb. 13.11)<br />
L2<br />
L3<br />
L1<br />
Kurzzeichen, Maßbuchstaben<br />
α H : Rückenfreiwinkel der Hauptschneide<br />
α N : 1. Orthogonalwinkel der Nebenschneide<br />
β N : 2. Orthogonalwinkel der Nebenschneide<br />
b 1 : Breite Rückenfreiwinkel der Hauptschneide<br />
b 2 : Breite Orthogonalfreifläche der Nebenschneide<br />
b 3 : Über Mitte schneidend<br />
γ H : Rückenspanwinkel der Hauptschneide<br />
γ 0 : Orthogonal-Spanwinkel der Nebenschneide<br />
13.5 Auszug aus unseren Standardgeometrien<br />
(Abb. 13.16) (Abb. 13.17)<br />
(Abb. 13.18) (Abb. 13.19)<br />
(Abb. 13.20) (Abb. 13.21)<br />
(Abb. 13.22)<br />
(Abb. 13.14)<br />
(Abb. 13.12)<br />
ØD1 : Schneidendurchmesser<br />
ØD2 : Schaftdurchmesser<br />
Et : Einstechtiefe<br />
λ : Spiralwinkel<br />
L1 : Gesamtlänge<br />
L2 : Schneidenlänge<br />
L3 : Nutenlänge<br />
Nt : Nutentiefe<br />
(Abb. 13.13)<br />
(Abb. 13.15)<br />
Beschreibung<br />
2 Schneiden, 1 Zahn über Mitte schneidend, ideal zum<br />
Eintauchen und Nutenfräsen.<br />
2 Schneiden, mit Spitzenwinkel 90º oder 120º, zum Fasen,<br />
Senken, Bohren oder V-Nut-Fräsen bestens geeignet.<br />
2 Schneiden, Vollradius, ein Zahn über Mitte schneidend,<br />
Überall dort, wo Übergänge mit definierten Radien geschaffen<br />
werden müssen.<br />
2 Schneiden, Microfräser, überall dort einzusetzen, wo<br />
kleinste Ausfräsungen gebraucht werden.<br />
69