

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
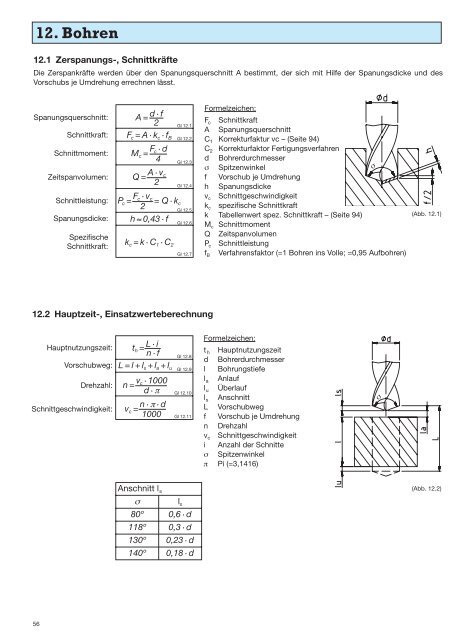
12. Bohren<br />
12.1 Zerspanungs-, Schnittkräfte<br />
Die Zerspankräfte werden über den Spanungsquerschnitt A bestimmt, der sich mit Hilfe der Spanungsdicke und des<br />
Vorschubs je Umdrehung errechnen lässt.<br />
Spanungsquerschnitt:<br />
56<br />
Schnittkraft:<br />
Schnittmoment:<br />
Zeitspanvolumen:<br />
Schnittleistung:<br />
Spanungsdicke:<br />
Spezifische<br />
Schnittkraft:<br />
A= d·f<br />
Fc =A·kc ·fB Mc = F 2<br />
c ·d<br />
4<br />
Q= A·vc 2<br />
Pc = Fc ·vc = Q · kc<br />
2<br />
h ≈ 0,43 · f<br />
k c =k·C 1 ·C 2<br />
12.2 Hauptzeit-, Einsatzwerteberechnung<br />
Hauptnutzungszeit:<br />
Vorschubweg:<br />
Drehzahl:<br />
Schnittgeschwindigkeit:<br />
th = L·i<br />
L=l+ls +la +lu n= v n·f<br />
c · 1000<br />
d·π<br />
n·π ·d<br />
vc =<br />
1000<br />
Gl 12.1<br />
Gl 12.2<br />
Gl 12.3<br />
Gl 12.4<br />
Gl 12.5<br />
Gl 12.6<br />
Gl 12.7<br />
Gl 12.8<br />
Gl 12.9<br />
Gl 12.10<br />
Gl 12.11<br />
Anschnitt ls σ ls 80º 0,6 · d<br />
118º 0,3 · d<br />
130º 0,23 · d<br />
140º 0,18 · d<br />
Formelzeichen:<br />
Fc Schnittkraft<br />
A Spanungsquerschnitt<br />
C1 Korrekturfaktur vc – (Seite 94)<br />
C2 Korrekturfaktor Fertigungsverfahren<br />
d <strong>Bohrer</strong>durchmesser<br />
σ Spitzenwinkel<br />
f Vorschub je Umdrehung<br />
h Spanungsdicke<br />
vc Schnittgeschwindigkeit<br />
kc spezifische Schnittkraft<br />
k Tabellenwert spez. Schnittkraft – (Seite 94)<br />
Mc Schnittmoment<br />
Q Zeitspanvolumen<br />
Pc Schnittleistung<br />
Verfahrensfaktor (=1 Bohren ins Volle; =0,95 Aufbohren)<br />
f B<br />
Formelzeichen:<br />
t h Hauptnutzungszeit<br />
d <strong>Bohrer</strong>durchmesser<br />
l Bohrungstiefe<br />
la Anlauf<br />
lu Überlauf<br />
ls Anschnitt<br />
L Vorschubweg<br />
f Vorschub je Umdrehung<br />
n Drehzahl<br />
vc Schnittgeschwindigkeit<br />
i Anzahl der Schnitte<br />
σ Spitzenwinkel<br />
π Pi (=3,1416)<br />
σ<br />
σ<br />
(Abb. 12.1)<br />
(Abb. 12.2)