

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
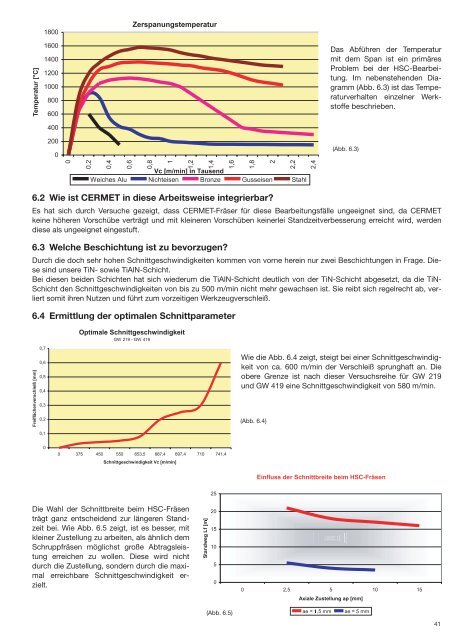
Das Abführen der Temperatur<br />
mit dem Span ist ein primäres<br />
Problem bei der HSC-Bearbeitung.<br />
Im nebenstehenden Diagramm<br />
(Abb. 6.3) ist das Temperaturverhalten<br />
einzelner Werkstoffe<br />
beschrieben.<br />
(Abb. 6.3)<br />
6.2 Wie ist CERMET in diese Arbeitsweise integrierbar?<br />
Es hat sich durch Versuche gezeigt, dass CERMET-Fräser für diese Bearbeitungsfälle ungeeignet sind, da CERMET<br />
keine höheren Vorschübe verträgt und mit kleineren Vorschüben keinerlei Standzeitverbesserung erreicht wird, werden<br />
diese als ungeeignet eingestuft.<br />
6.3 Welche Beschichtung ist zu bevorzugen?<br />
Durch die doch sehr hohen Schnittgeschwindigkeiten kommen von vorne herein nur zwei Beschichtungen in Frage. Diese<br />
sind unsere TiN- sowie TiAlN-Schicht.<br />
Bei diesen beiden Schichten hat sich wiederum die TiAlN-Schicht deutlich von der TiN-Schicht abgesetzt, da die TiN-<br />
Schicht den Schnittgeschwindigkeiten von bis zu 500 m/min nicht mehr gewachsen ist. Sie reibt sich regelrecht ab, verliert<br />
somit ihren Nutzen und führt zum vorzeitigen Werkzeugverschleiß.<br />
6.4 Ermittlung der optimalen Schnittparameter<br />
Die Wahl der Schnittbreite beim HSC-Fräsen<br />
trägt ganz entscheidend zur längeren Standzeit<br />
bei. Wie Abb. 6.5 zeigt, ist es besser, mit<br />
kleiner Zustellung zu arbeiten, als ähnlich dem<br />
Schruppfräsen möglichst große Abtragsleistung<br />
erreichen zu wollen. Diese wird nicht<br />
durch die Zustellung, sondern durch die maximal<br />
erreichbare Schnittgeschwindigkeit erzielt.<br />
(Abb. 6.5)<br />
Wie die Abb. 6.4 zeigt, steigt bei einer Schnittgeschwindigkeit<br />
von ca. 600 m/min der Verschleiß sprunghaft an. Die<br />
obere Grenze ist nach dieser Versuchsreihe für GW 219<br />
und GW 419 eine Schnittgeschwindigkeit von 580 m/min.<br />
(Abb. 6.4)<br />
41