

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Werkstückes in einer Aufspannung können die Bearbeitungszeiten wesentlich verkürzt werden. Auch können die Form-<br />
Lagetoleranzen durch das wegfallende Umspannen meist besser eingehalten werden. Die Rüstzeiten des Schleifarbeitsganges<br />
(analog Hohnarbeitsgang) entfallen gänzlich, was den Prozess wirtschaftlicher macht und somit einen Wettbewerbsvorteil<br />
gegenüber den Marktbegleitern ergibt. Eine Nutzung von Schneidkörpern, die nicht formgebunden sind,<br />
also Zerspanungswerkzeuge mit geometrisch bestimmter Schneide, lassen die Lagerhaltung der Formscheiben gänzlich<br />
entfallen. Ebenso entfällt damit die Begrenzung der Freiformen durch die Schleifscheiben, was zu flexibleren Fertigungsmöglichkeiten<br />
führt. Das Wegfallen des Umrüstens der Schleifmaschinen ist ebenfalls ein wichtiger Punkt bei der<br />
Einsparung in der Hartzerspanung. Nicht zuletzt kann bei der Reststoffentsorgung ebenso gespart werden. Dadurch,<br />
dass kein Schleifschlamm mehr anfällt, muss dieser auch nicht mehr kostenintensiv entsorgt werden. Die Späneentsorgung<br />
ist unproblematisch, da in der Hartzerspanung größtenteils auf Kühlmittel verzichtet werden kann. Die Umwelt wird<br />
also nachhaltig geschont.<br />
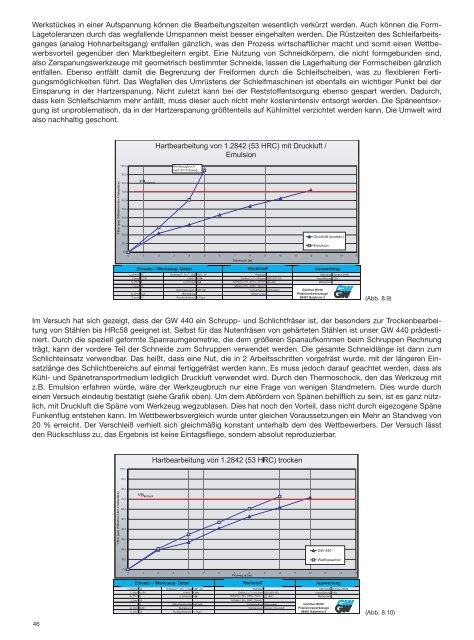
Im Versuch hat sich gezeigt, dass der GW 440 ein Schrupp- und Schlichtfräser ist, der besonders zur Trockenbearbeitung<br />
von Stählen bis HRc58 geeignet ist. Selbst für das Nutenfräsen von gehärteten Stählen ist unser GW 440 prädestiniert.<br />
Durch die speziell geformte Spanraumgeometrie, die dem größeren Spanaufkommen beim Schruppen Rechnung<br />
trägt, kann der vordere Teil der Schneide zum Schruppen verwendet werden. Die gesamte Schneidlänge ist dann zum<br />
Schlichteinsatz verwendbar. Das heißt, dass eine Nut, die in 2 Arbeitsschritten vorgefräst wurde, mit der längeren Einsatzlänge<br />
des Schlichtbereichs auf einmal fertiggefräst werden kann. Es muss jedoch darauf geachtet werden, dass als<br />
Kühl- und Spänetransportmedium lediglich Druckluft verwendet wird. Durch den Thermoschock, den das Werkzeug mit<br />
z.B. Emulsion erfahren würde, wäre der Werkzeugbruch nur eine Frage von wenigen Standmetern. Dies wurde durch<br />
einen Versuch eindeutig bestätigt (siehe Grafik oben). Um dem Abfördern von Spänen behilflich zu sein, ist es ganz nützlich,<br />
mit Druckluft die Späne vom Werkzeug wegzublasen. Dies hat noch den Vorteil, dass nicht durch eigezogene Späne<br />
Funkenflug entstehen kann. Im Wettbewerbsvergleich wurde unter gleichen Voraussetzungen ein Mehr an Standweg von<br />
20 % erreicht. Der Verschleiß verhielt sich gleichmäßig konstant unterhalb dem des Wettbewerbers. Der Versuch lässt<br />
den Rückschluss zu, das Ergebnis ist keine Eintagsfliege, sondern absolut reproduzierbar.<br />
46<br />
(Abb. 8.9)<br />
(Abb. 8.10)