

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
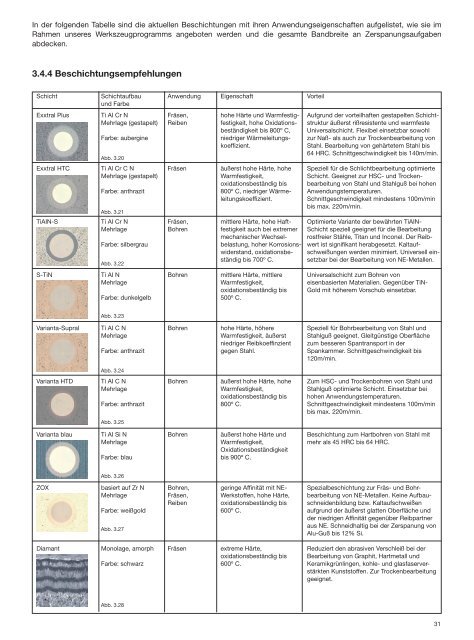
In der folgenden Tabelle sind die aktuellen Beschichtungen mit ihren Anwendungseigenschaften aufgelistet, wie sie im<br />
Rahmen unseres Werkszeugprogramms angeboten werden und die gesamte Bandbreite an Zerspanungsaufgaben<br />
abdecken.<br />
3.4.4 Beschichtungsempfehlungen<br />
Schicht Schichtaufbau<br />
und Farbe<br />
Anwendung Eigenschaft Vorteil<br />
Exxtral Plus Ti AI Cr N Fräsen, hohe Härte und Warmfestig- Aufgrund der vorteilhaften gestapelten Schicht-<br />
Mehrlage (gestapelt) Reiben festigkeit, hohe Oxidations- struktur äußerst rißresistente und warmfeste<br />
beständigkeit bis 800º C, Universalschicht. Flexibel einsetzbar sowohl<br />
Farbe: aubergine niedriger Wärmeleitungs- zur Naß- als auch zur Trockenbearbeitung von<br />
koeffizient. Stahl. Bearbeitung von gehärtetem Stahl bis<br />
Abb. 3.20<br />
64 HRC. Schnittgeschwindigkeit bis 140m/min.<br />
Exxtral HTC Ti Al Cr C N Fräsen äußerst hohe Härte, hohe Speziell für die Schlichtbearbeitung optimierte<br />
Mehrlage (gestapelt) Warmfestigkeit, Schicht. Geeignet zur HSC- und Trockenoxidationsbeständig<br />
bis bearbeitung von Stahl und Stahlguß bei hohen<br />
Farbe: anthrazit 800º C, niedriger Wärme- Anwendungstemperaturen.<br />
leitungskoeffizient. Schnittgeschwindigkeit mindestens 100m/min<br />
Abb. 3.21<br />
bis max. 220m/min.<br />
TiAIN-S Ti AI Cr N Fräsen, mittlere Härte, hohe Haft- Optimierte Variante der bewährten TiAIN-<br />
Mehrlage Bohren festigkeit auch bei extremer Schicht speziell geeignet für die Bearbeitung<br />
mechanischer Wechsel- rostfreier Stähle, Titan und Inconel. Der Reib-<br />
Farbe: silbergrau belastung, hoher Korrosions- wert ist signifikant herabgesetzt. Kaltaufwiderstand,<br />
oxidationsbe- schweißungen werden minimiert. Universell ein-<br />
Abb. 3.22<br />
ständig bis 700º C. setzbar bei der Bearbeitung von NE-Metallen.<br />
S-TiN Ti AI N Bohren mittlere Härte, mittlere Universalschicht zum Bohren von<br />
Mehrlage Warmfestigkeit, eisenbasierten Materialien. Gegenüber TiNoxidationsbeständig<br />
bis Gold mit höherem Vorschub einsetzbar.<br />
Farbe: dunkelgelb 500º C.<br />
Abb. 3.23<br />
Varianta-Supral Ti AI C N Bohren hohe Härte, höhere Speziell für Bohrbearbeitung von Stahl und<br />
Mehrlage Warmfestigkeit, äußerst Stahlguß geeignet. Gleitgünstige Oberfläche<br />
niedriger Reibkoeffinzient zum besseren Spantransport in der<br />
Farbe: anthrazit gegen Stahl. Spankammer. Schnittgeschwindigkeit bis<br />
120m/min.<br />
Abb. 3.24<br />
Varianta HTD Ti AI C N Bohren äußerst hohe Härte, hohe Zum HSC- und Trockenbohren von Stahl und<br />
Mehrlage Warmfestigkeit, Stahlguß optimierte Schicht. Einsetzbar bei<br />
oxidationsbeständig bis hohen Anwendungstemperaturen.<br />
Farbe: anthrazit 800º C. Schnittgeschwindigkeit mindestens 100m/min<br />
bis max. 220m/min.<br />
Abb. 3.25<br />
Varianta blau Ti AI Si N Bohren äußerst hohe Härte und Beschichtung zum Hartbohren von Stahl mit<br />
Mehrlage Warmfestigkeit, mehr als 45 HRC bis 64 HRC.<br />
Oxidationsbeständigkeit<br />
Farbe: blau bis 900º C.<br />
Abb. 3.26<br />
ZOX basiert auf Zr N Bohren, geringe Affinität mit NE- Spezialbeschichtung zur Fräs- und Bohr-<br />
Mehrlage Fräsen, Werkstoffen, hohe Härte, bearbeitung von NE-Metallen. Keine Aufbau-<br />
Reiben oxidationsbeständig bis schneidenbildung bzw. Kaltaufschweißen<br />
Farbe: weißgold 600º C. aufgrund der äußerst glatten Oberfläche und<br />
der niedrigen Affinität gegenüber Reibpartner<br />
Abb. 3.27<br />
aus NE. Schneidhaltig bei der Zerspanung von<br />
Alu-Guß bis 12% Si.<br />
Diamant Monolage, amorph Fräsen extreme Härte, Reduziert den abrasiven Verschleiß bei der<br />
oxidationsbeständig bis Bearbeitung von Graphit, Hartmetall und<br />
Farbe: schwarz 600º C. Keramikgrünlingen, kohle- und glasfaserverstärkten<br />
Kunststoffen. Zur Trockenbearbeitung<br />
geeignet.<br />
Abb. 3.28<br />
31