

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
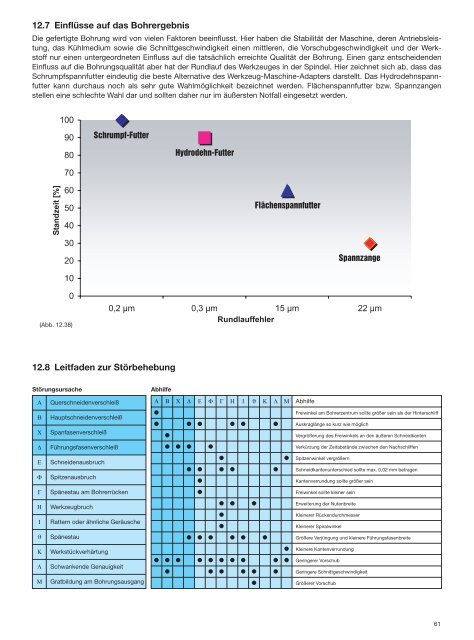
12.7 Einflüsse auf das <strong>Bohrer</strong>gebnis<br />
Die gefertigte Bohrung wird von vielen Faktoren beeinflusst. Hier haben die Stabilität der Maschine, deren Antriebsleistung,<br />
das Kühlmedium sowie die Schnittgeschwindigkeit einen mittleren, die Vorschubgeschwindigkeit und der Werkstoff<br />
nur einen untergeordneten Einfluss auf die tatsächlich erreichte Qualität der Bohrung. Einen ganz entscheidenden<br />
Einfluss auf die Bohrungsqualität aber hat der Rundlauf des Werkzeuges in der Spindel. Hier zeichnet sich ab, dass das<br />
Schrumpfspannfutter eindeutig die beste Alternative des Werkzeug-Maschine-Adapters darstellt. Das Hydrodehnspannfutter<br />
kann durchaus noch als sehr gute Wahlmöglichkeit bezeichnet werden. Flächenspannfutter bzw. Spannzangen<br />
stellen eine schlechte Wahl dar und sollten daher nur im äußersten Notfall eingesetzt werden.<br />
(Abb. 12.38)<br />
12.8 Leitfaden zur Störbehebung<br />
Störungsursache<br />
Α Querschneidenverschleiß<br />
Β Hauptschneidenverschleiß<br />
Χ Spanfasenverschleiß<br />
Δ Führungsfasenverschleiß<br />
Ε Schneidenausbruch<br />
Φ Spitzenausbruch<br />
Γ Spänestau am <strong>Bohrer</strong>rücken<br />
Η Werkzeugbruch<br />
Ι Rattern oder ähnliche Geräusche<br />
ϑ Spänestau<br />
Κ Werkstückverhärtung<br />
Schrumpf-Futter<br />
Λ Schwankende Genauigkeit<br />
Μ Gratbildung am Bohrungsausgang<br />
Abhilfe<br />
Hydrodehn-Futter<br />
Flächenspannfutter<br />
Α Β Χ Δ Ε Φ Γ Η Ι ϑ Κ Λ Μ Abhilfe<br />
● Freiwinkel am <strong>Bohrer</strong>zentrum sollte größer sein als der Hinterschliff<br />
● ● ● ● ● ● Auskraglänge so kurz wie möglich<br />
● Vergrößerung des Freiwinkels an den äußeren Schneidkanten<br />
● ● ● ● Verkürzung der Zeitabstände zwischen den Nachschliffen<br />
● ● Spitzenwinkel vergrößern<br />
● ● ● ● ● Schneidkantenunterschied sollte max. 0,02 mm betragen<br />
● Kantenverrundung sollte größer sein<br />
● Freiwinkel sollte kleiner sein<br />
● ● ● Erweiterung der Nutenbreite<br />
● Kleinerer Rückendurchmesser<br />
● Kleinerer Spiralwinkel<br />
● ● ● ● ● ● Größere Verjüngung und kleinere Führungsfasenbreite<br />
● Kleinere Kantenverrundung<br />
● ● ● ● ● ● ● ● ● ● Geringerer Vorschub<br />
● ● ● ● ● ● Geringere Schnittgeschwindigkeit<br />
● Größerer Vorschub<br />
Spannzange<br />
61