

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
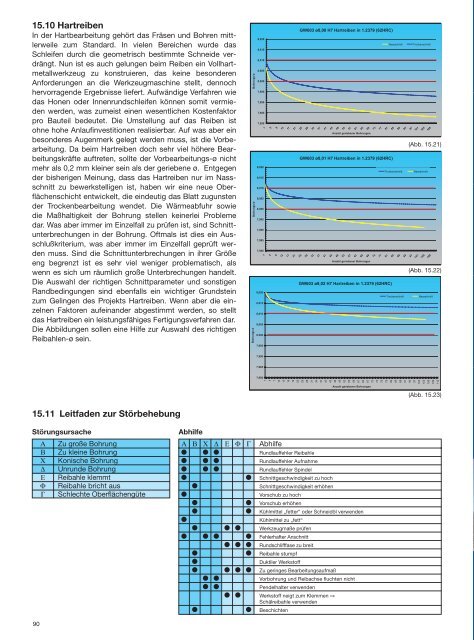
15.10 Hartreiben<br />
In der Hartbearbeitung gehört das Fräsen und Bohren mittlerweile<br />
zum Standard. In vielen Bereichen wurde das<br />
Schleifen durch die geometrisch bestimmte Schneide verdrängt.<br />
Nun ist es auch gelungen beim Reiben ein Vollhartmetallwerkzeug<br />
zu konstruieren, das keine besonderen<br />
Anforderungen an die Werkzeugmaschine stellt, dennoch<br />
hervorragende Ergebnisse liefert. Aufwändige Verfahren wie<br />
das Honen oder Innenrundschleifen können somit vermieden<br />
werden, was zumeist einen wesentlichen Kostenfaktor<br />
pro Bauteil bedeutet. Die Umstellung auf das Reiben ist<br />
ohne hohe Anlaufinvestitionen realisierbar. Auf was aber ein<br />
besonderes Augenmerk gelegt werden muss, ist die Vorbearbeitung.<br />
Da beim Hartreiben doch sehr viel höhere Bearbeitungskräfte<br />
auftreten, sollte der Vorbearbeitungs-ø nicht<br />
mehr als 0,2 mm kleiner sein als der geriebene ø. Entgegen<br />
der bisherigen Meinung, dass das Hartreiben nur im Nassschnitt<br />
zu bewerkstelligen ist, haben wir eine neue Oberflächenschicht<br />
entwickelt, die eindeutig das Blatt zugunsten<br />
der Trockenbearbeitung wendet. Die Wärmeabfuhr sowie<br />
die Maßhaltigkeit der Bohrung stellen keinerlei Probleme<br />
dar. Was aber immer im Einzelfall zu prüfen ist, sind Schnittunterbrechungen<br />
in der Bohrung. Oftmals ist dies ein Ausschlußkriterium,<br />
was aber immer im Einzelfall geprüft werden<br />
muss. Sind die Schnittunterbrechungen in ihrer Größe<br />
eng begrenzt ist es sehr viel weniger problematisch, als<br />
wenn es sich um räumlich große Unterbrechungen handelt.<br />
Die Auswahl der richtigen Schnittparameter und sonstigen<br />
Randbedingungen sind ebenfalls ein wichtiger Grundstein<br />
zum Gelingen des Projekts Hartreiben. Wenn aber die einzelnen<br />
Faktoren aufeinander abgestimmt werden, so stellt<br />
das Hartreiben ein leistungsfähiges Fertigungsverfahren dar.<br />
Die Abbildungen sollen eine Hilfe zur Auswahl des richtigen<br />
Reibahlen-ø sein.<br />
15.11 Leitfaden zur Störbehebung<br />
Störungsursache Abhilfe<br />
90<br />
Α Zu große Bohrung<br />
Β Zu kleine Bohrung<br />
Χ Konische Bohrung<br />
Δ Unrunde Bohrung<br />
Ε Reibahle klemmt<br />
Φ Reibahle bricht aus<br />
Γ Schlechte Oberflächengüte<br />
Bohrungs-ø<br />
Bohrungs-ø<br />
Bohrungs-ø<br />
8,020<br />
8,015<br />
8,010<br />
8,005<br />
8,000<br />
7,995<br />
7,990<br />
7,985<br />
7,980<br />
8,020<br />
8,015<br />
8,010<br />
8,005<br />
8,000<br />
7,995<br />
7,990<br />
7,985<br />
7,980<br />
8,020<br />
8,015<br />
8,010<br />
8,005<br />
8,000<br />
7,995<br />
7,990<br />
7,985<br />
7,980<br />
GW603 ø8,00 H7 Hartreiben in 1.2379 (62HRC)<br />
Anzahl geriebener Bohrungen<br />
GW603 ø8,01 H7 Hartreiben in 1.2379 (62HRC)<br />
Α Β Χ Δ Ε Φ Γ Abhilfe<br />
● ● ● Rundlauffehler Reibahle<br />
● ● ● Rundlauffehler Aufnahme<br />
● ● ● Rundlauffehler Spindel<br />
● ● Schnittgeschwindigkeit zu hoch<br />
● Schnittgeschwindigkeit erhöhen<br />
● Vorschub zu hoch<br />
● ● Vorschub erhöhen<br />
● ● Kühlmittel „fetter“ oder Schneidöl verwenden<br />
● Kühlmittel zu „fett“<br />
● ● ● Werkzeugmaße prüfen<br />
● ● ● ● Fehlerhafter Anschnitt<br />
● ● ● Rundschlifffase zu breit<br />
● ● Reibahle stumpf<br />
● Duktiler Werkstoff<br />
● ● ● ● Zu geringes Bearbeitungsaufmaß<br />
● ● Vorbohrung und Reibachse fluchten nicht<br />
● ● Pendelhalter verwenden<br />
● ● Werkstoff neigt zum Klemmen ⇒<br />
Schälreibahle verwenden<br />
● ● Beschichten<br />
Nassschnitt Trockenschnitt<br />
1<br />
5<br />
9<br />
13<br />
17<br />
21<br />
25<br />
29<br />
33<br />
37<br />
41<br />
45<br />
49<br />
53<br />
57<br />
61<br />
65<br />
69<br />
73<br />
77<br />
81<br />
1<br />
85<br />
5<br />
89<br />
9<br />
93<br />
13<br />
97<br />
17<br />
101<br />
21<br />
105<br />
25<br />
109<br />
29<br />
33<br />
37<br />
41<br />
45<br />
49<br />
53<br />
57<br />
61<br />
65<br />
69<br />
73<br />
77<br />
81<br />
85<br />
89<br />
93<br />
97<br />
101<br />
105<br />
109<br />
Anzahl geriebener Bohrungen<br />
GW603 ø8,02 H7 Hartreiben in 1.2379 (62HRC)<br />
Trockenschnitt Nassschnitt<br />
1<br />
4<br />
7<br />
10<br />
13<br />
16<br />
19<br />
22<br />
25<br />
28<br />
31<br />
34<br />
37<br />
40<br />
43<br />
46<br />
49<br />
52<br />
55<br />
58<br />
61<br />
64<br />
67<br />
70<br />
73<br />
76<br />
79<br />
82<br />
85<br />
88<br />
91<br />
94<br />
97<br />
100<br />
103<br />
106<br />
109<br />
112<br />
Anzahl geriebener Bohrungen<br />
(Abb. 15.21)<br />
(Abb. 15.22)<br />
Trockenschnitt Nassschnitt<br />
(Abb. 15.23)